
 Régulateurs programmables EPC3000
Régulateurs programmables EPC3000  Régulateurs programmables EPC2000
Régulateurs programmables EPC2000  Enregistreur/Régulateur nanodac™
Enregistreur/Régulateur nanodac™  Régulateur Mini8®
Régulateur Mini8®  Régulateur / Programmateur avancé 2604
Régulateur / Programmateur avancé 2604  Régulateur multiboucle avancé 2704
Régulateur multiboucle avancé 2704  Régulateurs de température et de procédés Série 3200
Régulateurs de température et de procédés Série 3200  Régulateurs Piccolo P116 / P108 / P104
Régulateurs Piccolo P116 / P108 / P104 Besoin d'aide pour choisir le bon produit ?
Notre outil vous permettra de trouver le produit le mieux adapté à vos besoins.
Accéder au sélecteur de produitsBienvenue sur le site French
Nous avons détecté que vous préférez peut-être le site Global. Veuillez utiliser le menu déroulant ci-dessus pour modifier votre sélection si nécessaire.
Voici ce qu’il faut mettre en place lors de la conception et de l’installation de votre process. Trop tard vous dites ? Vous en avez hérité ? Même si vous aviez été là, vous n’auriez peut être pas été consulté…
Clipboard, multimètre, instrumentation de régulation et d’affichage existante, thermomètres et sondes numériques, pince ampèremétrique, lampe de poche, schémas et manuels, enregistrements et logs des comportement normaux, enregistreurs graphiques, …
Identifiez et étiquetez les éléments tels que les zones de régulation, les régulateurs de température, les capteurs, les fiches et prises, les éléments chauffants, les contacteurs de chauffe, les relais et les contacteurs statiques, les vannes de régulation, les compteurs, les indicateurs, les boutons de commande, les interrupteurs et les boutons poussoirs, les sectionneurs électriques, les fusibles et les disjoncteurs, les voyants lumineux, les borniers et les blocs, les tensions d’alimentation et le câblage.
Pour les régulateurs, répertorier les paramètres tels que la température, la vitesse ou le courant qui peuvent varier selon le lot ou le process.
Enregistrez les paramètres ajustables des régulateurs. Ceux-ci n’ont normalement pas besoin d’être réinitialisés, sauf en cas de changements majeurs dans la dynamique du process ou lorsque vous remplacez le régulateur.
Notez à quoi vous attendre de tout changement ou ajustement que vous apportez. Connaissez vos paramètres de régulation.
Sachez où trouver les dessins de câblage et de tuyauterie ; tenez-les à jour après toute modification. Vérifiez-les et s’il s’agit d’un nouvel équipement, précisez que le règlement des fournisseurs est conditionné à une documentation acceptable.
Sachez ouvrir les boîtiers sans les éteindre. Si vous trompez un isolateur de loquet de porte, soyez conscient des pièces dangereuses et sous tension à l’intérieur. Lors de la vérification, utilisez des sondes de test isolées.
Placez un autocollant permanent sur l’armoire de commande indiquant les noms et les numéros de téléphone des intervenants et des fournisseurs qui peuvent vous aider avec les pièces ou le dépannage.
Identifiez les pièces de rechange. Pour les pièces retirées, attachez une étiquette indiquant la défaillance et réparez rapidement. Seules les bonnes pièces doivent se trouver sur l’étagère des pièces de rechange.
Séparez et étiquetez les régulateurs qui sont compatibles en apparence et les plug-ins mais qui diffèrent sur le plan fonctionnel. Séparez les fusibles à semi-conducteurs ultra rapide des types modèles HRC ordinaires.
L’aide au diagnostic la plus importante est la transparence du process au moyen d’indicateurs ou d’écrans montrant ce que le procédé réalise, allié à l’expérience et aux enregistrements du modèle de comportement normal.
Pour observer une boucle de régulation en action, assurez-vous de pouvoir voir à tout moment les indications de température du process et de température de consigne (point de consigne) ; également la sortie contrôlée finale. Il peut s’agir du courant du réchauffeur, de la position de la vanne, de la vitesse de la pompe, etc. Installez des ampèremètres sur chaque réchauffeur électrique ; sinon, vérifiez les courants de chauffage avec une pince ampèremétrique. Les voyants indiquant l’état ON/OFF des contacteurs, des électrovannes ou des soufflantes sont des aides utiles.
Si la température est bien en dessous du point de consigne, la chaleur sera allumée à sa valeur maximale. Le refroidissement (le cas échéant) sera désactivé.
Si la température est bien au-dessus du point de consigne, le chauffage sera éteint ou à la valeur minimale. Le refroidissement, s’il est installé, sera complet.
Pour un test rapide, faites monter et descendre le point de consigne à travers la température indiquée et observez le changement de sortie.
Si la température est égale ou proche du point de consigne, l’état de la sortie n’est pas totalement prévisible avec les régulateurs PID. Une petite surtempérature n’enlève pas nécessairement toute la chaleur, et une petite sous-température n’apporte pas nécessairement de la chaleur.
Cela peut être très bien; l’action PID du contrôleur s’en sortira lentement et se stabilisera, fournissant juste assez de chaleur ou de froid pour maintenir la bonne température.
Problème : L’indication de température reste anormalement basse mais le process surchauffe
Vérifiez si le capteur n’est pas éloigné de la chaleur ou si des brins de fil errants pontent le câblage du capteur.
Si l’indication de température descend en dessous de la température ambiante, vérifiez s’il y a des fils de thermocouple croisés.
Méfiez-vous de la convention ROUGE EST NÉGATIF sur les fils d’extension de thermocouple nord-américains.
Certains régulateurs peuvent être configurés pour détecter une lecture anormalement basse ou négative, couper le chauffage et afficher un message de sous-gamme.
Problème : La température de la zone augmente normalement au démarrage, puis le processus devient lentement trop chaud, mais l’indication du contrôleur reste normale. Cette erreur peut varier au cours de la journée de non perceptible à environ 100 degrés F trop chaud en fonction de la proximité de la tête du thermocouple par rapport à la chaleur du procédé et de la durée d’activation de la zone. Ce problème, l’utilisation incorrecte du câble d’extension du thermocouple, est traité dans un article séparé.
Température bien en dessous du point de consigne mais chauffe reste en off.
Vérifiez le circuit de chauffe pour une perte de tension de ligne, des fusibles grillés, un disjoncteur déclenché ou un circuit ouvert. Si la bobine du contacteur est sous tension, vérifiez si elle fonctionne ou si les contacts ne sont pas grillés. Si la bobine du contacteur n’est pas alimentée, il se peut que l’alimentation ne parvienne pas au relais interne du régulateur. Alternativement, ce relais pourrait ne pas se fermer ou avoir des contacts défectueux.
Piège : Lorsque le relais de contrôle est de type statique, par exemple un interrupteur triac, vous ne pouvez pas vérifier sa continuité avec un compteur de continuité cc. Les triacs ont besoin d’une tension alternative et d’une charge d’au moins 50 mA pour vérifier leur fonctionnement.
Piège : Supposons que vous déconnectiez la bobine du contacteur et utilisiez un voltmètre pour vérifier si le relais interne ou le triac d’un régulateur transmet la tension et la bloque si nécessaire. Vous y trouverez probablement une tension tout le temps. Raison? un amortisseur (suppresseur d’étincelles et d’érosion de contact) est souvent installé à l’intérieur sur les contacts du triac ou du relais. Cela peut laisser passer un petit courant, suffisant pour afficher la tension de ligne complète sur votre compteur lorsque le relais ou le triac est ouvert, mais loin d’être suffisant pour tirer une bobine de contacteur. Même sans le snubber, un interrupteur à triac pourrait laisser échapper suffisamment de courant pour être affiché sur un voltmètre moderne à haute impédance. Une lampe à incandescence 120V 5W (nite-lite) fonctionne bien comme testeur.
Piège et risque grave :Au lieu de contacteurs au mercure ou magnétiques pour le contrôle des éléments chauffants, de plus en plus de process utilisent désormais des relais statiques. Ils sont disponibles en deux versions, conçues soit pour une logique basse tension, généralement 10Vcc ; alternativement 120Vca logique aux bornes d’entrée (les bornes qui correspondent à la bobine sur un contacteur magnétique).
La version 120Vca de certains fabricants a une impédance d’entrée d’environ 120Kohm. Le résultat est qu’un régulateur, supposément éteint, ayant une sortie triac ou relais avec un snubber installé, laissera passer suffisamment de courant pour maintenir le relais statique allumé, ce qui surchauffera le process.
Si vous ne pouvez pas convertir votre relais statique en logique cc basse tension, connectez un condensateur 0,47 microfarad 400V (non électrolytique) aux bornes d’entrée 120V du relais statique. Il détournera suffisamment de courant pour s’assurer que le régulateur peut éteindre le contacteur statique. Certains fabricants de relais statiques reconnaissent ce problème et réduisent suffisamment l’impédance d’entrée pour éliminer ce danger.
La meilleure solution consiste à utiliser un relais statique conçu pour un fonctionnement logique CC basse tension et à utiliser un régulateur doté d’une sortie logique CC correspondante.
Problème : Température anormalement élevée, courant de chauffe ON
Vérifiez la tension sur la bobine du contacteur ou l’entrée logique du relais statique ; en cas d’absence, le contacteur est verrouillé ou ses contacts soudés à une condition de court-circuit. Changez-le.
Si la tension de la bobine ou la tension d’entrée logique est présente, changez le régulateur, son relais interne ou son signal logique sont allumés alors qu’il devrait être éteint. Ou vérifiez PIEGE ET RISQUE GRAVE ci-dessus si vous utilisez des relais statiques.
Problème : Indication de température extrêmement élevée, le process ne chauffe pas, courant sur off. Le régulateur peut afficher un message de rupture du capteur.
La cause la plus probable est un thermocouple ou un câblage en circuit ouvert. La résistance mesurée à partir des bornes d’entrée du régulateur doit normalement être inférieure à 20 Ohms. Débranchez le fil du thermocouple du régulateur et vérifiez la continuité jusqu’au thermocouple lui-même. Si le régulateur est bon, il indiquera autour de la température ambiante si vous connectez une liaison filaire ou une pince crocodile double sur ses bornes de thermocouple. Si le thermocouple et le câblage sont bons, changez le régulateur.
Transfert de chauffe
Assurez-vous que les surfaces de contact de chauffe sont propres et bien serrées (bien insérées dans le cas des cartouches chauffantes) pour un bon transfert de chaleur. Un mauvais contact thermique ou des entrefers provoquent des zones surchauffées sur l’élément chauffant et une brûlure locale prématurée.
Utilisez la plus importante zone de contact sur l’élément chauffant que vous pouvez obtenir dans l’espace. Moins de watts/pouce carré pour une durée de vie plus longue. Serrez régulièrement au fur et à mesure que le fluage thermique relâche la pression de contact
Les thermomètres infrarouges ou à contact de surface rapide peuvent aider à localiser les zones trop chaudes de l’appareil de chauffage.
Vous verrez toujours un désaccord entre votre thermomètre de contact à la surface de l’élément chauffant ou de la paroi du procédé et la température contrôlée d’un capteur situé au plus profond du procédé. Ceci est à prévoir en raison des différences de température entre la profondeur et la surface. Avec les sondes de contact à thermocouple, une autre erreur provient du transfert incomplet de toute la température de surface à la pointe de la sonde. Les mesures prises sur la surface sont d’une utilité limitée pour déterminer la température de traitement du matériau. Les thermomètres IR peuvent perdre en précision en raison d’erreurs de ciblage et d’émissivité.
Dommages et corrosion
Les fils de connexion de l’élément chauffant dérangés pendant l’entretien ou les changements d’élément chauffant sont cassants et peuvent se casser ou se déconnecter. Les goujons, écrous et rondelles corrodés ou sales produisent des étincelles, bourdonnent et perdent le contact. Gardez-les serrés et remplacez-les par du nouveau matériel brillant avant qu’ils ne deviennent irréparables. Utilisez un câble de connexion haute température. Un câble en cuivre non plaqué s’oxyde fortement. De mauvaises connexions, des clips de fusible desserrés et l’oxydation agissent comme des soudeurs à l’arc et constituent un risque d’incendie. Les fusibles ne protègent pas contre les mauvaises connexions, contrairement aux disjoncteurs anti-arc.
Heat Transfer
Ensure clean heater mating surfaces, well clamped down (snugly inserted in the case of cartridge heaters) for good heat transfer. Poor thermal contact or air gaps cause hot areas on the heater and premature local burnout.
Use the largest contact area heater you can get into the space. Lower watts/sq inch longer the life. Tighten down occasionally.
Infra-red or thermocouple contact thermometers can help locate too hot or too cold areas.
You will always see disagreement between your contact thermometer on the surface, and the controlled temperature from the thermocouple deep in the barrel or die. This is to be expected due to deep-to-surface temperature differences in the zone. With thermocouple contact probes another error comes from incomplete transfer of all the surface heat to the probe tip. Measurements taken on the surface are of limited use in knowing the material processing temperature.
Damage and Corrosion
Wires that are frequently bent or moved (maintenance or die changes) can break or disconnect.
Corroded or dirty studs, nuts and washers spark, buzz and lose contact. Keep them tight and replace with bright new hardware if needed any time you have the barrel covers off, before they are beyond repair.
Use high temperature connecting cable. Unplated copper cable oxidises badly.
Bad connections, loose fuse clips and oxidation can appear anywhere in the heater wiring. These points behave like an electric arc welder and fire hazard. Fuses do not protect against bad connections.
Watch for polymer or oil dripping onto connections or between segments of ceramic band heaters. It will decompose into conductive carbon and flash over.
Problème : Chauffe éteinte, refroidissement allumé mais la température ne descend pas au point de consigne
1. Pas de pression d’eau ou pompe arrêtée
2. Conduite ou électrovanne obstruée
3. La vanne manuelle de la conduite d’eau est fermée
4. L’électrovanne ne s’ouvre pas. Vérifiez si sa bobine est alimentée. Si ce n’est pas le cas, le relais de sortie de refroidissement du régulateur ou son alimentation est défectueux. Si la bobine est sous tension et que la vanne ne permet pas le débit, changez-la. Si vous sentez la valve; vous sentirez un clic lorsque le contrôleur l’allumera ou l’éteindra.
Problème : La chauffe est allumée mais la température n’attteind pas le point de consigne
Recherchez l’électrovanne bloquée ouverte ou maintenue ouverte par un relais de contrôleur défectueux qui ne parvient pas à l’éteindre.
Problème : la température est inférieure au point de consigne et le ventilateur ne s’éteint pas
Vérifiez si le contacteur du ventilateur est soudé ou verrouillé ou si le relais du contrôleur est verrouillé en raison d’un régulateur défectueux.
Problème : pas de débit d’air et température bien au dessus du point de consigne
Recherchez un régulateur, un relais ou un contacteur de ventilateur défectueux. Vérifiez s’il y a une panne de moteur ou un blocage du circuit d’air.
Il s’agit d’un paramètre du régulateur avec une plage réglable généralement entre 0,1 et 100 sec. Un temps de 0,1 s (10 opérations par seconde) détruirait rapidement un contacteur magnétique, donc dans ce cas, vous sélectionneriez généralement 20 s. Sur la plupart des zones de l’extrudeuse, il y a tellement de masse métallique que la température n’augmenterait pas et ne chuterait pas sensiblement en sympathie avec ces impulsions lentes de marche et d’arrêt.
D’autre part, considérez une application à réponse rapide comme le chauffage par rayonnement d’une feuille en mouvement. Vous auriez besoin d’un temps de cycle, disons de 0,2 seconde pour éviter les sections de feuille alternativement sous-chauffées et surchauffées que donne le cycle lent. Un cycle de 10 secondes montrerait de grandes variations de température. Soyez vigilant pour reconnaître cela comme un temps de cycle trop long et ne pas contrôler l’instabilité de la boucle.
If you are using tungsten lamp heaters, you would not use magnetic contactors; you will need silicon controlled rectifiers (SCRs) with phase-angle control in the manner of a lamp dimmer
Si vous utilisez des lampes chauffantes au tungstène, vous n’utiliserez pas de contacteurs magnétiques ; vous aurez besoin de redresseurs contrôlés au silicium (SCR) avec contrôle de l’angle de phase à la manière d’un gradateur de lampe.
Si vous commutez une électrovanne ou un moteur de ventilateur avec un contacteur magnétique, un temps de cycle de 10 ou 20 secondes serait approprié. Encore une fois à cause de la réponse lente d’une zone typique. Certaines machines ont des ventilateurs, commutés par des contacteurs à semi-conducteurs rapides (par exemple, un temps de cycle de 0,1 s). Au lieu d’arrêter et de démarrer chaque cycle, le ventilateur, en raison de son inertie, assumera une certaine vitesse intermédiaire à laquelle le contrôleur est convaincu que la température est correcte.
Il est rare de trouver une zone d’extrusion dont la capacité de refroidissement soit égale à sa capacité de chauffe. Vous pouvez le voir si vous allumez la bande chauffante et enregistrez le taux d’augmentation de la température ; puis si vous allumez le refroidissement complet et enregistrez le taux de chute. Si le taux de chute est disons 5 fois le taux de montée, la capacité de refroidissement est de 5 fois la capacité de chauffage.
Dans cet exemple, une augmentation de la température apporterait une dose de fraîcheur 5 fois plus forte que celle que le radiateur fournirait pour la même sous-température et vous verriez une chute sévère de la température, puis une récupération et une répétition continue de ce cycle de température de haut en bas.
La solution ? Exécutez en mode chauffage uniquement et réglez la boucle de contrôle, c’est-à-dire trouvez les paramètres PID qui donnent un contrôle stable.
Maintenant, rendez le refroidissement proportionnel à 5 fois celui du mode chauffage. Cela se traduit par la définition d’un gain de refroidissement de 0,2. Le paramètre correspondant est parfois appelé REFROIDISSEMENT RELATIF . Le mnémonique (abréviation) dépend de la marque du régulateur.
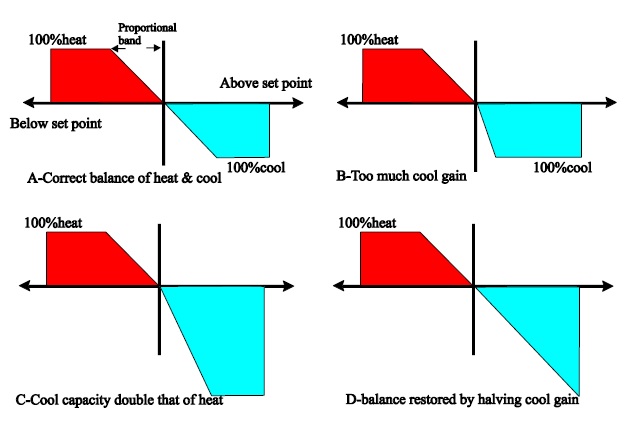
Illustration 7
A indique une zone de chauffe/refroidissement équilibrée. B montre un gain de refroidissement 2 fois trop important mais les capacités maximales de chauffe et de refroidissement sont équilibrées. C montre une capacité de refroidissement deux fois supérieure à celle de la chauffe et le gain de refroidissement doit être ajusté. D montre le bon équilibre des bandes proportionnelles en permettant un gain de refroidissement de 0,5. La capacité de chauffe est facilement définie (= la puissance nominale en kW sur la bande chauffante). Cependant, la capacité du dispositif de refroidissement n’est pas facile à définir ou à maintenir constante.
La capacité de refroidissement avec de l’eau dépend de la température de l’eau d’entrée, de la température de travail de la zone, du débit et du transfert de chaleur de la chemise de refroidissement. La température d’entrée peut changer au cours de la journée, en fonction d’autres charges sur le système d’eau de refroidissement. Le débit est souvent modifié par une vanne d’étranglement selon le jugement ou l’expérimentation de l’opérateur.
À moins que vous ne connaissiez la conception de la machine, le moyen le plus rapide est, après avoir réglé le mode de chauffage, de trouver un réglage pour des gains de refroidissement (ceci modifie la bande proportionnelle de refroidissement) qui donne une stabilité de température lorsque cette zone fonctionne en mode de refroidissement.
Une autre complication avec l’eau survient si la zone fonctionne bien au-dessus du point d’ébullition, 100°c. Habituellement, les premières impulsions d’eau se transforment en vapeur, ce qui augmente considérablement la capacité de refroidissement en raison de la chaleur latente d’évaporation.
Lorsque la zone se stabilise, il se produit moins ou plus d’évaporation et le refroidissement est moins important. Pour gérer le refroidissement par évaporation, vous devez choisir le mode de refroidissement par eau dans la liste des paramètres du régulateur. Cette technique fournit des impulsions d’eau beaucoup plus courtes pour les premiers pour cent de la plage de refroidissement, lorsque l’eau est susceptible de se transformer en vapeur. Cela compense le fort refroidissement initial par évaporation.
C’est beaucoup plus doux que le refroidissement par eau et pas aussi immédiat ou décisif en raison du long chemin de transfert de chaleur à travers le refroidisseur et le barillet en aluminium à ailettes.
Encore une fois, la capacité est difficile à prévoir, mais vous pouvez vous faire une idée approximative si vous pouvez sentir l’air sortant de cette zone avec votre main et le comparer avec la sensation d’un sèche-cheveux de 1 kW.
Étant non évaporatif, le refroidissement de l’huile est également pulsé de manière linéaire. Il est profond et plus direct et n’aura pas besoin d’un gain de refroidissement aussi élevé que le refroidissement par ventilateur. Encore une fois, sa capacité varie avec la température d’entrée d’huile et le débit.
Conseils : Autodiscipline. Changez une chose à la fois et attendez le résultat. « Fonctionnait correctement et personne n’a rien changé » exige une approche différente des problèmes lors de la mise en service d’un process nouveau ou modifié. Écoutez tout le monde. Ne croyez personne.
Avec le refroidissement par ventilateur, un réglage de gain de refroidissement supérieur à 3 serait typique et la fourniture d’impulsions au ventilateur serait linéaire, c’est-à-dire que le temps de marche augmenterait proportionnellement au pourcentage de demande de refroidissement.




Sélecteur de produits
Notre outil vous permettra de trouver le produit le mieux adapté à vos besoins.
Accéder au sélecteur de produitsNous contacter