
Besoin d'aide pour choisir le bon produit ?
Notre outil vous permettra de trouver le produit le mieux adapté à vos besoins.
Accéder au sélecteur de produitsBienvenue sur le site French
Nous avons détecté que vous préférez peut-être le site Global. Veuillez utiliser le menu déroulant ci-dessus pour modifier votre sélection si nécessaire.
Le recuit est un procédé dans lequel des métaux, du verre ou d’autres matières sont traités pour les rendre moins cassants et plus facilement façonnables. Le recuit continu de l’acier consiste en l’introduction du produit en bande laminée dans une série de fours pour augmenter et profiler la température de la bande en fonction de sa nuance et de ses dimensions. Le résultat final présente une meilleure ductilité sans déformations des défaillances dans le service.
La Figure 1 montre la nature linéaire de la ligne de recuit continu. Comme la longueur totale de la bande dans le système de fours fait quelques kilomètres, les fours sont verticaux et la bande fait plusieurs traversées dans chaque four.
Les lignes de recuit continu comprennent les éléments suivants :
 Les accumulateurs fournissent des zones de stockage entre les bobines d’acier statiques (« débobinage » du côté entrée et « bobinage » du côté sortie) et le passage de la bande continue par les sections de four. Quand la bobine d’alimentation vide est arrêtée, remplacée par une nouvelle bobine pleine et que les deux bandes sont soudées ensemble, l’accumulateur d’entrée se déroule pour fournir une bande continue. De même, l’accumulateur de sortie enroule la bande alors que la bobine pleine est déchargée du côté sortie. (Figure 1 Ligne de recuit continu)
Les accumulateurs fournissent des zones de stockage entre les bobines d’acier statiques (« débobinage » du côté entrée et « bobinage » du côté sortie) et le passage de la bande continue par les sections de four. Quand la bobine d’alimentation vide est arrêtée, remplacée par une nouvelle bobine pleine et que les deux bandes sont soudées ensemble, l’accumulateur d’entrée se déroule pour fournir une bande continue. De même, l’accumulateur de sortie enroule la bande alors que la bobine pleine est déchargée du côté sortie. (Figure 1 Ligne de recuit continu)
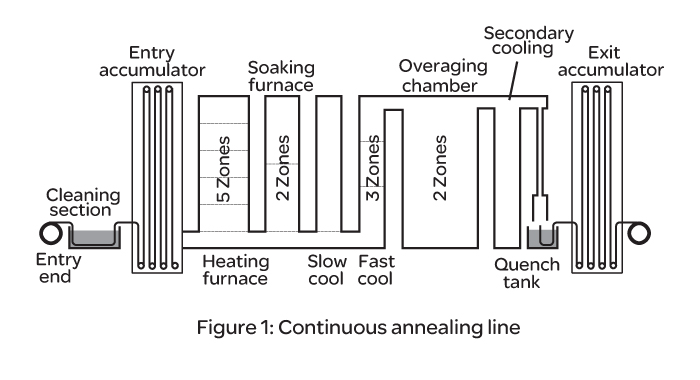
Les fours sont nécessaires pour donner à l’acier les propriétés souhaitées en chauffant à des températures et des profils donnés, déterminant ainsi la structure granulaire à l’intérieur du métal, et pour préparer à des traitements supplémentaires tels que la galvanisation.
Dans le four de réchauffage, la bande froide est chauffée jusqu’à la température maximale du profil de recuit. En raison du danger de la contamination par l’oxygène et de points chauds sur la longueur de la flamme, la chaleur est rayonnée sur la bande en utilisant des tubes radiants en céramique qui sont eux-mêmes alimentés au gaz.
Le four « pit » est nécessaire pour maintenir la température de la bande. Il est chauffé à l’électricité.
La première des sections de refroidissement primaire est la chambre de refroidissement lent, où deux souffleurs à vitesse variable font circuler le gaz atmosphérique par deux échangeurs de chaleur à circulation d’eau. La première des sections de refroidissement primaire est la chambre de refroidissement rapide, où la bande est refroidie par un ventilateur de refroidissement à vitesse variable et la longueur de refroidissement est déterminée par les positions de trois clapets le long de sa longueur verticale. Cette chambre est également divisée verticalement pour le contrôle du profil de température le long de la largeur de la bande à l’aide d’un pyromètre à balayage.
La chambre de survieillissement fournit un chauffage électrique pour maintenir la bande à une température intermédiaire.
La section de refroidissement secondaire refroidit la bande avec des ventilateurs en cascade à vitesse variable qui soufflent le gaz atmosphérique de recirculation refroidi par les échangeurs de chaleur à circulation d’eau.
Le dernier refroidissement est réalisé par pulvérisation et immersion dans l’eau.
Il est souhaitable pour la productivité de maintenir le déplacement de la bande dans les fours à tout moment. Cependant, les pannes sont inévitables ce qui entraîne l’arrêt de la bande. Cet état entraîne un risque de surchauffe et de rupture de la bande, ce qui provoquerait une perturbation majeure.
Cependant, le système de commande anticipe et agit pour obtenir une basse vitesse, une décélération et un arrêt de la ligne. Ces opérations essentielles sont destinées à minimiser l’allumage du four de réchauffage et à maintenir la pression du gaz atmosphérique due à la bande se refroidissant.
Pour empêcher l’oxydation de la bande, l’atmosphère autour de la bande à l’intérieur des fours est un mélange contrôlé de H2 et N2 (ammoniac NH3 craqué fournissant 5 % de H2 et 95 % de N2) bien que l’hydrogène seul soit parfois utilisé. Les fours eux-mêmes sont étanches aux gaz et chacun d’eux est maintenu à une pression légèrement positive.
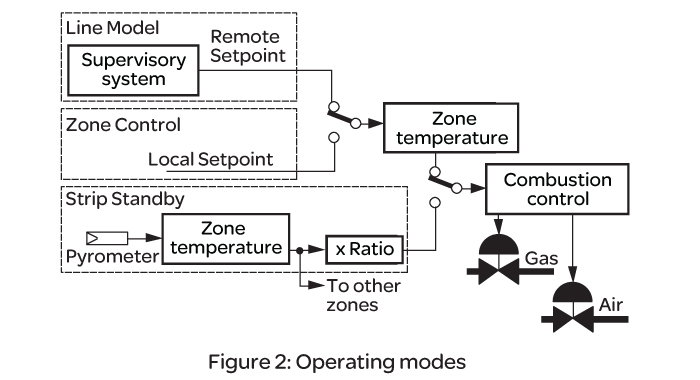
L’installation fonctionne en trois modes normaux, qui sont illustrés dans la Figure 2.
 En mode modèle de ligne, le système de supervision de modélisation fournit les points de consigne de la vitesse, la tension, la température de la zone et les clapets ainsi que d’autres sorties reposant sur le calibre, la largeur et le degré de dureté de la bande courante. Le système de supervision calcule et optimise les points de consigne du régulateur et utilise des informations de feedback et de feedforward pour modifier les différents algorithmes. Ainsi, si une bobine nouvellement chargée est plus large et plus lourde que la bande courante, la base de données de modélisation prédit (avec les détecteurs de soudure) quand la nouvelle bande pénétrera dans le four de réchauffage. Elle augmente donc en avance les points de consigne de la température de zone du four mais augmente aussi la vitesse de la ligne pour éviter que la bande courante ne surchauffe. Quand la bande courante sort des fours chauds, la vitesse est réduite pour permettre à la nouvelle bande plus longue de passer plus de temps dans le four de réchauffage. (Figure 2 Modes d’exploitation)
En mode modèle de ligne, le système de supervision de modélisation fournit les points de consigne de la vitesse, la tension, la température de la zone et les clapets ainsi que d’autres sorties reposant sur le calibre, la largeur et le degré de dureté de la bande courante. Le système de supervision calcule et optimise les points de consigne du régulateur et utilise des informations de feedback et de feedforward pour modifier les différents algorithmes. Ainsi, si une bobine nouvellement chargée est plus large et plus lourde que la bande courante, la base de données de modélisation prédit (avec les détecteurs de soudure) quand la nouvelle bande pénétrera dans le four de réchauffage. Elle augmente donc en avance les points de consigne de la température de zone du four mais augmente aussi la vitesse de la ligne pour éviter que la bande courante ne surchauffe. Quand la bande courante sort des fours chauds, la vitesse est réduite pour permettre à la nouvelle bande plus longue de passer plus de temps dans le four de réchauffage. (Figure 2 Modes d’exploitation)
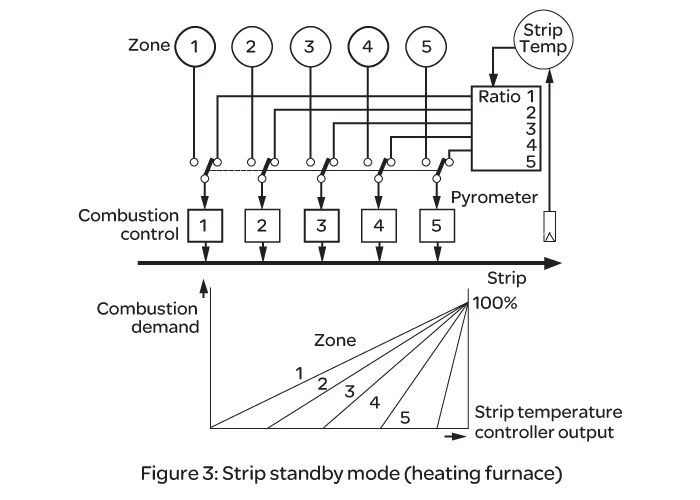
En mode attente de bande, les régulateurs de température de zone ne sont pas utilisés. La demande de combustion pour chaque zone est dérivée du régulateur de température de la bande suivante, voir la Figure 3. Dans ce mode, les zones sont progressivement augmentées à partir de différents points de départ pour permettre une réponse thermique régulière.
 En mode contrôle de zone, les régulateurs de température de zone sont utilisés avec des points de consigne locaux.
En mode contrôle de zone, les régulateurs de température de zone sont utilisés avec des points de consigne locaux.
La sélection des modes d’exploitation est réalisée par l’opérateur pour chacun de ces fours. Cependant, dans certaines conditions, des actions automatiques sont prises immédiatement. Par exemple, si la vitesse de la ligne baisse en-dessous d’une certaine limite, l’attente de bande est automatiquement désélectionnée car la mesure du pyromètre n’est plus représentative. Les points de consigne du régulateur de zone sont réduits (si en mode modèle de ligne), ou les régulateurs sont configurés à un point de consigne abaissé (si en mode contrôle de zone). (Figure 3 Mode attente de bande (four de réchauffage))
La galvanisation est la pratique consistant à immerger du fer ou de l’acier propre et non oxydé dans du zinc fondu afin de former un revêtement de zinc métallurgiquement lié à la surface du fer ou de l’acier. Le revêtement de zinc protège la surface contre la corrosion en :
Même si la surface est rayée et que le métal de base est exposé, le zinc est consommé lentement et le fer ou l’acier restent protégés de la corrosion.
La galvanisation consiste en quatre étapes fondamentales :
 (Figure 4 Installation de galvanisation)
(Figure 4 Installation de galvanisation)
Le processus de galvanisation par immersion à chaud, illustré dans la Figure 4, peut être ajusté pour recouvrir pratiquement tous les types de produits fabriqués et non fabriqués tels que les fils, feuilles, bandes, tuyaux, tubes, etc… Ce processus utilise des fonctions de commande très similaires à celles qui sont utilisées dans le processus de recuit continu, où les principaux domaines de commande sont :




Sélecteur de produits
Notre outil vous permettra de trouver le produit le mieux adapté à vos besoins.
Accéder au sélecteur de produitsNous contacter