
Besoin d'aide pour choisir le bon produit ?
Notre outil vous permettra de trouver le produit le mieux adapté à vos besoins.
Accéder au sélecteur de produitsBienvenue sur le site French
Nous avons détecté que vous préférez peut-être le site Global. Veuillez utiliser le menu déroulant ci-dessus pour modifier votre sélection si nécessaire.
La zone haut fourneau fournit la matière première pour la fabrication de l’acier. Le fer produit dans le haut fourneau présente une forte proportion de carbone, en général 4%, et ne contient par les additifs nécessaires pour conférer à l’acier les propriétés spéciales souhaitées.
Le processus historique de la fabrication du fer
Les matières brutes de la fabrication du fer, le minerai de fer, le calcaire et le coke, se trouvaient généralement à proximité de la fonderie. Les gisements de minerai de fer des montagnes galloises, qui étaient visibles et pouvaient être ramassés en surface, étaient connus sous le nom de patches (filons).
La fusion du minerai de fer nécessitait une grande quantité de chaleur, et il fallait un fourneau capable de contenir les matériaux et supporter la température élevée. Les premiers fourneaux étaient fabriqués en pierre et revêtus de briques réfractaires. Le fer brut en fusion se retrouvait au fond du fourneau avant d’être acheminé dans des récipients appelés pigs (gueuses). L’expression pig iron (gueuse de fonte) est encore utilisée dans les aciéries modernes.
Les principes de la fabrication du fer et de l’acier ont très peu évolué, sauf que les haut fourneaux modernes, bien plus imposants, intègrent de nombreux contrôles automatiques pour augmenter le rendement et l’efficacité du fourneau.
Construction des hauts fourneaux
Dans les années 50 et au début des années 60, les hauts-fourneaux du Royaume-Uni se comparaient avantageusement à ceux des pays étrangers. A l’époque, les diamètres des soles variaient entre 8 et 9,5 mètres, avec des capacités de 1 800 à 2 000 tonnes par jour et des volumes de travail d’environ 1 500 m.
La productivité du fourneau était exprimée sous la forme:
Sortie (tonnes/jour)
Volume de travail (m3)
Avec les chiffres ci-dessus, les facteurs de productivité obtenus s’élevaient de 1,3 à 1,5.
Au milieu des années 60, les japonais avaient fait des progrès significatifs dans la conception des hauts fourneaux. Le débit journalier est passé de 3 000 à plus de 11 000 tonnes, avec des diamètres de sole de 14 mètres et des volumes de travail compris entre 4 000 et 5 000 m3. Les facteurs de productivité pour ces fourneaux se situaient entre 2,0 et 2,5.
En comparant ces chiffres aux chiffres britanniques, il est clair que l’augmentation du diamètre du fourneau de 8 à 14 mètres a augmenté la productivité du fourneau de seulement 50% environ.
Comprendre les effets des autres paramètres sur le processus de fabrication du fer a permis d’augmenter énormément la productivité et l’efficacité. On peut citer en exemple:
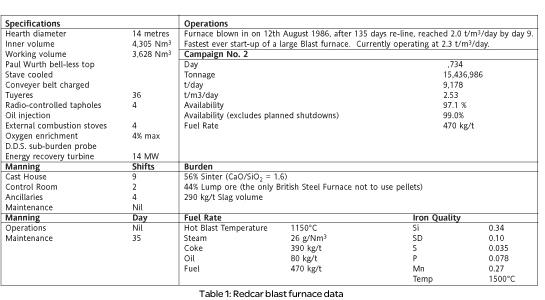
Le RU a préféré en général ne pas suivre l’approche japonaise consistant à construire des fours plus grands, mais British Steel à Redcar exploite le plus grand haut fourneau du RU avec 14 mètres. D’une performance nominale de 10 000 tonnes/jour, il a en fait produit 11135 tonnes/jour. Sa disponibilité est de 97,1%, en comptant les arrêts programmés et de 99,9% sinon.
Les fourneaux britanniques sont considérablement plus petits que les fourneaux japonais mais s’en approchent étroitement du point de vue rendement. Le Tableau 1 (page 2) donne les spécifications du fourneau Redcar, qui se comparent favorablement aux fourneaux japonais, coréens, allemands et italiens.
Aspects chimiques et physiques de la fabrication du fer
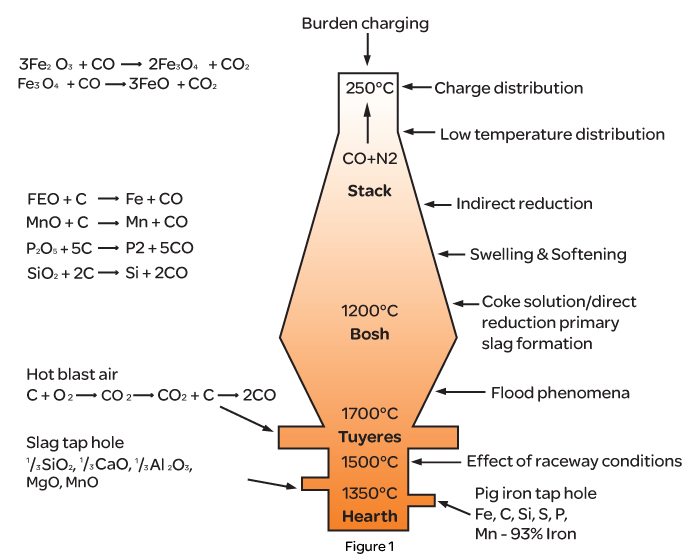
 La Figure 1 est un schéma de haut fourneau indiquant les réactions chimiques qui se produisent dans chaque zone. Cette section traite des propriétés physiques des matériaux à chaque étape du process de fabrication du fer et examine les conditions favorisant les réactions chimiques.
La Figure 1 est un schéma de haut fourneau indiquant les réactions chimiques qui se produisent dans chaque zone. Cette section traite des propriétés physiques des matériaux à chaque étape du process de fabrication du fer et examine les conditions favorisant les réactions chimiques.
Surveillance du passage de la charge
Le fourneau est chargé de granules frittés de minerai, de fondants et de coke. En général, les matériaux sont chargés par un dispositif à trémie rotatif et un système à deux cloches, bien que de nombreux fourneaux modernes soient équipés du gueulard Paul Wurth sans cloche, qui utilise une chute rotative. La distribution correcte au niveau du gueulard du fourneau est assurée en contrôlant le débit d’alimentation des matières dans le fourneau.
En haut de la cheminée du haut fourneau se produit la réduction indirecte du minerai de fer par le monoxyde de carbone :

Le minerai et les granulés ferrifères subissent ensuite une décomposition à basse température, qui a pour effet de réduire la taille des particules. Avec certaines catégories de minerai, ceci génère une grande quantité de matières fines, ce qui dégrade les caractéristiques aérodynamiques dans la cuve. Elles peuvent en effet se fluidiser et empêcher le fourneau « d’entraîner » efficacement et donc causer une baisse du débit de sortie.
En bas du fourneau, les températures de la cuve dépassent 900-1000°C et le matériau ferrifère peut gonfler et entraîner à nouveau un ralentissement du débit, en particulier quand des granules frittés sont utilisés.
Quand le fer est assez chaud pour ramollir, deux réactions supplémentaires commencent : la dissolution du carbone:

et la réduction directe

Les meilleures conditions de mise au mille de coke sont obtenues quand la réduction indirecte maximale a eu lieu et avant le début de la réduction directe. Ceci est possible avec une distribution de charge correcte et des matières suffisamment faciles à réduire.
 A mesure de l’augmentation du ramollissement et de la vitesse de réaction entre le coke et l’oxyde de fer, la formation du laitier primaire commence. (Figure 2 Schéma de cowpers)
A mesure de l’augmentation du ramollissement et de la vitesse de réaction entre le coke et l’oxyde de fer, la formation du laitier primaire commence. (Figure 2 Schéma de cowpers)
Le résultat final du mouvement de matière par les fourneaux est l’accumulation de fer en fusion et de laitier dans le creuset du four. Le laitier est un matériau moins dense, qui flotte à la surface du fer. Des trous de coulée ou « chiots » sont disposés à différents niveaux dans le creuset, pour permettre au fer et au laitier de s’écouler séparément par les canaux du plancher de coulée.
Une fois solidifié, le laitier prend la forme d’une roche de type volcanique et se vend principalement comme remblai. Le fer est maintenant prêt à être envoyé à l’aciérie pour subir des traitements chimiques supplémentaires (voir la note d’application sur la fabrication de l’acier).
Le vent chaud est produit en passant du vent froid par des puits préchauffés ou cowpers, et en chauffant l’air à plus de 1000°C.
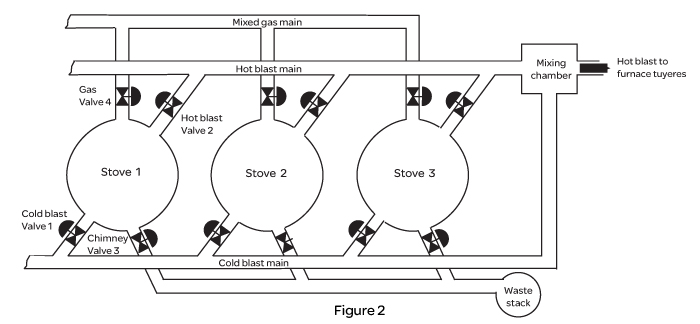
Le cowper est d’abord chauffé en brûlant du gaz et de l’air de combustion dans le puits et en laissant le briquetage ou « ruchage » absorber la chaleur. Ce mode est désigné par le terme au gaz. Quand suffisamment de chaleur a été absorbée, le fourneau est mis au vent. Dans ce mode, aucune combustion n’a lieu mais le vent froid est forcé par le cowper et absorbe la chaleur pour devenir du vent chaud. Il est ensuite mélangé à du vent froid pour l’amener à la bonne température et être ensuite forcé dans le haut fourneau via les tuyères situées près de sa base, comme indiqué dans la Figure 2.
Il est assez courant d’avoir trois ou quatre cowpers, de sorte qu’à tout moment un cowper est au vent alors que les autres sont au gaz ou fermés. Un cowper fermé a été chauffé jusqu’à température et étanchéisé, de sorte qu’il est prêt à passer au vent. Si un cowper est arrêté pour réparation, il est possible de continuer avec seulement deux cowpers.
Changement de cowper
La Figure 2 présente la disposition d’un système de cowpers type. La procédure pour passer d’un cowper à un autre est la suivante :
Le cowper 2 est alors mis au gaz, pour chauffer à nouveau, maintenant que son énergie stockée a été utilisée. Les vannes 3 et 4 du cowper 2 sont ouvertes pendant cette étape, ce qui permet au gaz et à l’air de pénétrer dans le cowper, et à la fumée de sortir une fois le gaz brûlé. Quand le cowper est à température, ces vannes sont refermées, laissant le cowper fermé.
Enrichissement en gaz
La fumée produite par le cowper est utilisée comme combustible dans de nombreux domaines sidérurgiques. Cependant, son pouvoir calorifique est généralement très bas et demande l’ajout d’un gaz naturel et/ou de gaz de cokerie.
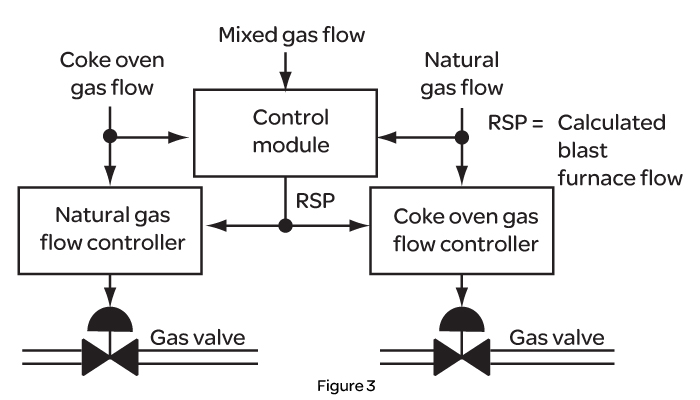
 La Figure 3 présente un programme de contrôle type, où le débit du gaz de haut fourneau est inféré en soustrayant les débits du gaz naturel et du gaz de cokerie du débit du gaz mixte total. Cette valeur calculée est ensuite utilisée comme point de consigne du rapport pour les blocs de commande du gaz naturel et du gaz de cokerie, afin de maintenir la proportion de chaque type de gaz pénétrant dans le cowper constante et d’obtenir le pouvoir calorifique souhaité pour le gaz mixte total.(Figure 3 Contrôle d’enrichissement en gaz)
La Figure 3 présente un programme de contrôle type, où le débit du gaz de haut fourneau est inféré en soustrayant les débits du gaz naturel et du gaz de cokerie du débit du gaz mixte total. Cette valeur calculée est ensuite utilisée comme point de consigne du rapport pour les blocs de commande du gaz naturel et du gaz de cokerie, afin de maintenir la proportion de chaque type de gaz pénétrant dans le cowper constante et d’obtenir le pouvoir calorifique souhaité pour le gaz mixte total.(Figure 3 Contrôle d’enrichissement en gaz)
Enrichissement du vent froid en oxygène
Il a été prouvé qu’une petite augmentation de la teneur en oxygène du vent froid, jusqu’à 22-24% au lieu d’une teneur en O2 de 21% O2 dans l’air normal, améliore le rendement du four.
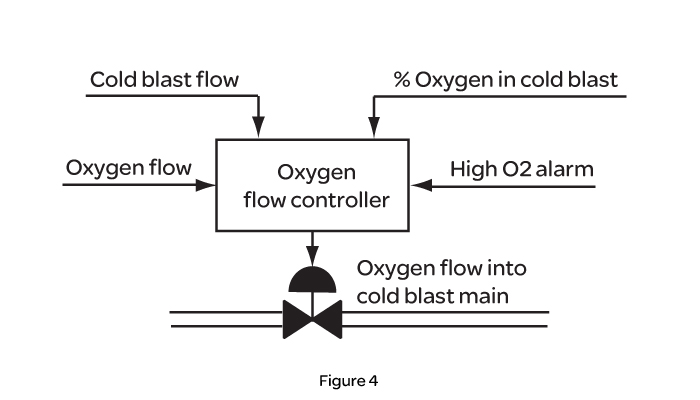
 Le programme de contrôle comprend une analyse d’O2 et un dispositif d’arrêt indépendant, mais seul le régulateur et ses E/S seront abordés ici. La figure 4 montre un schéma de cette partie du processus. (Figure 4 Enrichissement du vent froid en oxygène)
Le programme de contrôle comprend une analyse d’O2 et un dispositif d’arrêt indépendant, mais seul le régulateur et ses E/S seront abordés ici. La figure 4 montre un schéma de cette partie du processus. (Figure 4 Enrichissement du vent froid en oxygène)
Le débit de vent froid est mesuré et l’oxygène est injecté dans la conduite principale, sous le contrôle d’un bloc de commande du rapport avec le débit de vent froid comme PV quotient. La teneur réelle en O2 du vent froid est également mesurée et ce signal est utilisé pour réguler le rapport de l’oxygène au vent froid, en vue de maintenir une valeur constante.
Quand une alarme de niveau élevé d’O2 est générée, l’opération requise habituelle consiste à fermer immédiatement la vanne de régulation de l’O2. Une circuiterie d’alarme supplémentaire et séparée ferme les vannes d’isolation. La vanne de régulation ferme en raison de l’action de poursuite du régulateur.
Contrôle de la combustion des cowpers
Trois modules de contrôle sont nécessaires pour assurer les aspects suivants :
Le débit de gaz dans les cowpers est mesuré et contrôlé par rapport à un point de consigne local. La mesure du débit de gaz est utilisée comme point de consigne pour le régulateur du rapport de débit d’air. Le mécanisme de contrôle de la combustion est similaire à celui décrit dans la note d’applications sur les fours Pits.
La mesure d’O2 régule le rapport air/combustible, jusqu’à ce que la température de la coupole approche la valeur requise. La sortie du régulateur de température de la coupole remplace ensuite le signal de régulation d’O2 activé par la température haute cible du régulateur de la coupole. Cette action augmente le débit d’air vers le cowper, tout en maintenant le débit de gaz constant. Ce mode est appelé air en excès et a pour effet d’augmenter la diffusion de chaleur dans le cowper tout en refroidissant la coupole. Une température stable est maintenue dans le cowper et la chaleur est absorbée dans le ruchage.
Cette phase au gaz continue jusqu’à ce que le cowper ait absorbé assez de chaleur, quand il peut être fermé ou remis au vent.
Contrôle de la température du vent chaud
Après avoir quitté les cowpers, le vent chaud pénètre dans la base du haut fourneau via les tuyères. Il remonte par le fourneau, réagit avec le coke, les minerais et les fondants, et émerge comme gaz de gueulard, composé principalement de CO et CO2. La pression ascendante des gaz supporte la charge, de sorte qu’il y a une chute de pression de 1,4 bar sur l’ensemble de la charge, quelle que soit la pression de gaz du gueulard. Cette différence de pression assure une bonne perméabilité du four – i.e. les matières descendent dans le fourneau, à la bonne vitesse.
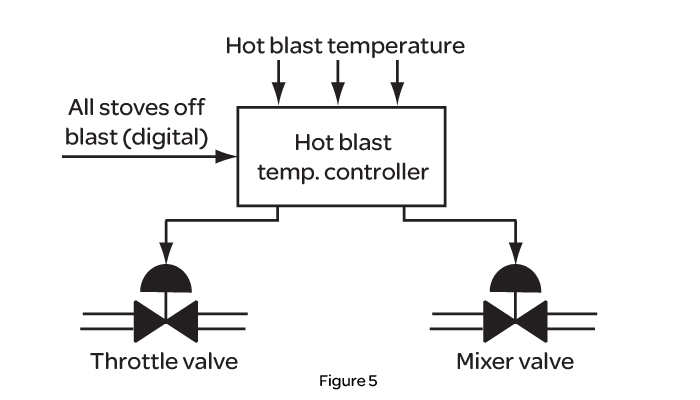
La température du vent chaud doit rester constante pour maintenir un bon rendement du fourneau. La température du vent chaud quittant le fourneau diminue au fur et à mesure que le four refroidit, et donc pour obtenir une température constante le vent chaud est mélangé avec du vent froid dans la chambre de brassage (voir la Figure 2).
 La proportion de vent chaud et froid est contrôlée par un module de commande qui régule également le vent froid vers les cowpers par étranglement. A mesure que l’énergie du cowper est utilisée, la température du vent chaud diminue et la quantité de vent froid mélangé avec est réduite. Le débit de vent froid dans le four est également réduit, pour que les gaz passent plus de temps dans le cowper afin d’absorber la chaleur.
La proportion de vent chaud et froid est contrôlée par un module de commande qui régule également le vent froid vers les cowpers par étranglement. A mesure que l’énergie du cowper est utilisée, la température du vent chaud diminue et la quantité de vent froid mélangé avec est réduite. Le débit de vent froid dans le four est également réduit, pour que les gaz passent plus de temps dans le cowper afin d’absorber la chaleur.
Le schéma de contrôle de la température du vent chaud est illustré dans la Figure 5. (Figure 5 Contrôle de la température du vent chaud)
Contrôle des débits des tuyères
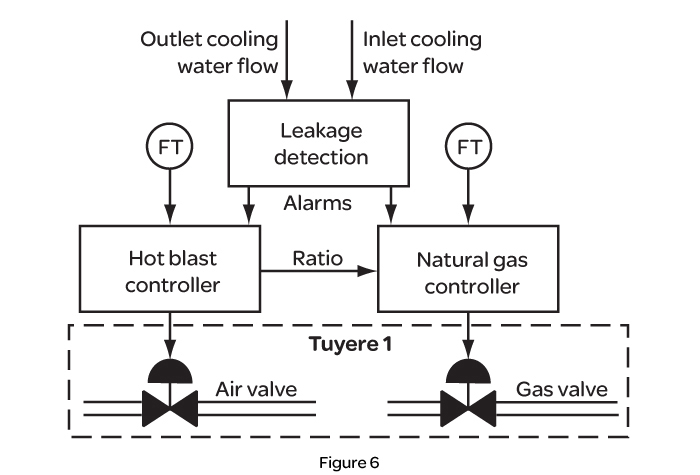
L’air du vent chaud et le gaz naturel sont injectés dans le haut fourneau par les tuyères réparties autour du périmètre, généralement au nombre de 24 ou 36. (Figure 6 Contrôle des tuyères)
Figure 6 illustre l’utilisation d’un module de commande pour réguler le débit du gaz naturel par rapport à l’air du vent chaud pour une tuyère.
Des entrées analogiques supplémentaires sont utilisées pour vérifier l’absence de fuite d’eau dans la tuyère en comparant les débits d’eau à l’entrée et à la sortie.




Sélecteur de produits
Notre outil vous permettra de trouver le produit le mieux adapté à vos besoins.
Accéder au sélecteur de produitsNous contacter