
Besoin d'aide pour choisir le bon produit ?
Notre outil vous permettra de trouver le produit le mieux adapté à vos besoins.
Accéder au sélecteur de produitsBienvenue sur le site French
Nous avons détecté que vous préférez peut-être le site Global. Veuillez utiliser le menu déroulant ci-dessus pour modifier votre sélection si nécessaire.
Le débat sur l’augmentation des coûts énergétiques a poussé les fournisseurs du secteur de la production des métaux et de l’industrie du traitement à étudier les perfectionnements de contrôle possibles pour les systèmes de chauffage électrique.
La réduction des coûts énergétiques reste un secteur d’intervention clé et les entreprises prospères trouvent des moyens d’améliorer leur compétitivité en concentrant leurs investissements dans ce domaine. Cet article présente les économies supplémentaires qui peuvent être réalisées en étudiant précisément comment l’énergie électrique est utilisée et distribuée dans l’équipement de traitement thermique.
Comme la plupart de l’industrie de fourniture des métaux et de traitement thermique est auditée, il est nécessaire d’enregistrer et de conserver les données de lot et de traitement. Avec l’arrivée de simples équipements de mesure énergétique communicants, il est logique d’intégrer la consommation d’énergie des installations dans les enregistrements conservés. L’accès aux données énergétiques en temps réel et le format historique permettent aux utilisateurs d’évaluer les points suivants :
La technologie sans fil utilisée comme moyen rentable d’acquérir et de distribuer des informations énergétiques sur Ethernet permet de partager les données en temps réel parmi des groupes de clients internes et techniques. L’expérience montre que quand les utilisateurs ont accès aux données énergétiques, il est toujours possible de trouver matière à économiser.
A part pour les éléments chauffants les plus complexes c’est-à-dire les matériaux dont la résistivité change avec la température ou les charges complexes de primaires de transformateurs, il est recommandé d’employer de simples méthodes de commutation sur cycle complet appelé Train d’Onde pour contrôler l’énergie électrique avec des thyristors.
L’utilisation continue d’un Angle de phase (découpage de cycle) pour les simples éléments chauffants comme le carbure de silicium moderne présente des inconvénients pour les utilisateurs en raison du faible facteur de puissance, des perturbations harmoniques sur l’alimentation et d’un brouillage RF autour de l’installation.
La Figure 1 illustre une perturbation harmonique type associée à une conduction en angle de phase pour des charges mono et triphasées. On peut voir dans les diagrammes que lors de la commutation de l’onde sinusoïdale à 90 degrés, une importante proportion de courant harmonique de rang impair est réfléchie dans l’alimentation.
Un faible facteur de puissance associé à une conduction en angle de phase est au cœur du problème du coût de l’énergie. Comme la plupart des installations électriques sont conçues pour fonctionner à environ 50% de la puissance de sortie au point de consigne d’exploitation nominal, le cycle de l’alimentation secteur sera réduit au pire cas de 90 degrés pour le fonctionnement en mode PA. Dans ces conditions le facteur de puissance résultant peut descendre jusqu’à 0,72 au lieu du niveau souhaité supérieur à 0,95. En fonction du type de comptage et de l’impédance de l’alimentation, ce phénomène peut avoir un effet très négatif sur la valeur de facturation, avec un surcoût de 7 à 10 %, sans avantages pour le procédé.

Deux solutions simples peuvent réduire ou compenser les inconvénients d’un contrôle par thyristor avec angle de phase :
1) Pour les installations où il n’est pas possible d’éviter le contrôle de l’angle de phase, un changeur de prise électronique permettra de réduire au minimum la perturbation du facteur de puissance et de l’alimentation.
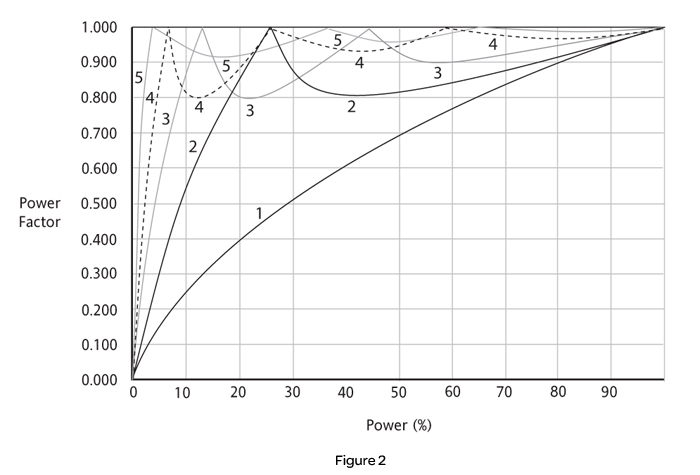
La Figure 2 illustre une réponse type d’un système de contrôle à changeur de prise. Notez comment le facteur de puissance dépasse 0,9 pour la plupart des prises au niveau de demande critique de 50 % par rapport à la courbe fondamentale qui indique 0,72 pour une demande de 50 %.
2) Pour les charges de chauffage non complexes, il est possible d’utiliser l’un des modes de conduction à cycle complet, comme les méthodes de commutation à cycle unique et à cycle unique avancé ou mode syncopé pour satisfaire les caractéristiques de charge et de masse thermique des éléments chauffants les plus communs, tout en éliminant les problèmes de faible facteur de puissance et d’harmonique.
Un cycle unique avancé peut s’avérer particulièrement efficace pour les charges infrarouges à ondes courtes ou pour les charges où il est souhaitable de minimiser l’effet des longues périodes de puissance sur les éléments.
Pour les matériaux des éléments présentant un coefficient de résistance/température positif, il est également possible d’utiliser des thyristors intelligents pour passer d’une conduction en angle de phase à une conduction à cycle complet quand la résistance de l’élément augmente, pour permettre à la totalité de la tension secteur d’être appliquée sur toute la charge.
Des informations sont disponibles auprès d’Eurotherm sur les avantages d’autres méthodes de commutation pour des matériaux chauffants particuliers.
Il est reconnu depuis longtemps que l’analyse du comportement de la puissance d’un four peut être une indication de sa performance. Les consommateurs utilisent une reconnaissance des profils de puissance pour déterminer les changements opérationnels sur leur équipement de traitement par rapport aux types de lot. Les progrès récents dans la surveillance de la puissance en ligne pour les cycles de traitement thermique discontinus ont permis de mettre au point une solution d’optimisation de la puissance pour l’homogénéisation, le recuit, la normalisation et des processus de traitement thermique similaires.
 Dans cette application, le point auquel la température dans le matériau est devenue homogène est reconnu par un algorithme de contrôle de l’état stationnaire, qui agit sur la dérivée de la consommation d’énergie. Les clients utilisent cette intelligence du système de commande pour reconnaître le point d’équilibre afin de réduire les temps de traitement et d’améliorer l’utilisation des installations. Eurotherm utilise son algorithme propriétaire pour donner aux clients cet avantage de réduction des coûts sans être obligé d’inclure des capteurs de surveillance de pièce de fabrication supplémentaires.
Dans cette application, le point auquel la température dans le matériau est devenue homogène est reconnu par un algorithme de contrôle de l’état stationnaire, qui agit sur la dérivée de la consommation d’énergie. Les clients utilisent cette intelligence du système de commande pour reconnaître le point d’équilibre afin de réduire les temps de traitement et d’améliorer l’utilisation des installations. Eurotherm utilise son algorithme propriétaire pour donner aux clients cet avantage de réduction des coûts sans être obligé d’inclure des capteurs de surveillance de pièce de fabrication supplémentaires.
La Figure 3 montre les courbes des températures du four et de la pièce en fabrication par rapport à la dérivée de la consommation énergétique utilisée dans l’algorithme Eurotherm d’optimisation énergétique des fours.
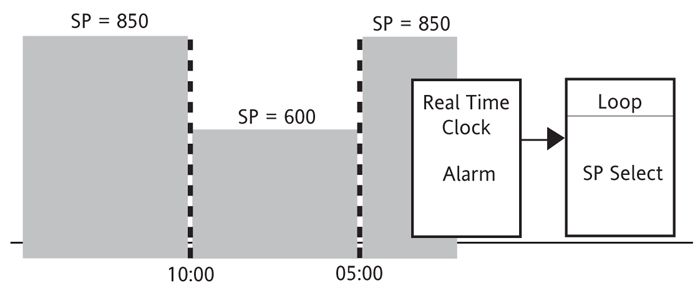
Avec l’intelligence des systèmes de commande modernes, il est possible d’automatiser le contrôle du point de consigne hors des heures de travail pour les équipements de traitement thermique. Dans l’exemple ci-dessous, le système de commande comprend la dynamique du four et peut reconnaître la puissance nécessaire pour maintenir le point de consigne de veille et la puissance nécessaire pour obtenir le point de consigne de service.
 Le régulateur est équipé d’un écran utilisateur qui permet à l’opérateur de saisir le point de consigne de service requis et l’heure à laquelle le four doit reprendre sa température. Le régulateur utilise les informations de réglage du four et une horloge temps-réel interne pour s’assurer que le four est revenu à son point de consigne de service, conformément aux besoins de l’exploitation.
Le régulateur est équipé d’un écran utilisateur qui permet à l’opérateur de saisir le point de consigne de service requis et l’heure à laquelle le four doit reprendre sa température. Le régulateur utilise les informations de réglage du four et une horloge temps-réel interne pour s’assurer que le four est revenu à son point de consigne de service, conformément aux besoins de l’exploitation.
Ainsi, les économies d’énergie réalisées sont bien plus constantes et reproductibles grâce à l’utilisation de ralentissement du four hors des heures de service.
Systèmes de régulation de l’alimentation Eurotherm, spécialement conçus pour incorporer les procédures uniques d’économie d’énergie.
Quand un atelier de traitement thermique possède un parc important d’équipements de traitement thermique à chauffage électrique, il est souvent souhaitable de séquencer l’allumage des différentes zones de four ou des fours entre eux pour minimiser les fluctuations de l’alimentation. En utilisant des méthodes d’allumage intelligentes à thyristor, il est possible de limiter la saute de puissance due à l’alimentation instantanée de la charge associée à toute installation grâce à des combinaisons sélectionnables de séquences d’allumage. Dans ce mode, aucune des zones n’est allumée en même temps et les demandes de puissance pour des fours ou zones individuels sont synchronisées pour obtenir une charge très uniforme sur l’alimentation de l’usine.
 Les figures suivantes montrent un exemple de la séquence d’alimentation de zone et les effets généraux sur l’alimentation si la charge est équilibrée sur l’ensemble des installations. Les clients peuvent ainsi exploiter un parc d’équipement plus important.
Les figures suivantes montrent un exemple de la séquence d’alimentation de zone et les effets généraux sur l’alimentation si la charge est équilibrée sur l’ensemble des installations. Les clients peuvent ainsi exploiter un parc d’équipement plus important.
Cette solution permet d’obtenir un autre avantage en définissant un seuil sur le niveau de puissance lissée pour filtrer les dépassements de consommation d’énergie en regard du contrat souscrit pour le site. La définition d’alarmes de dépassements peut déclencher un délestage de charge priorisé afin d’éviter des pénalités coûteuses de tarif excédentaire.




Sélecteur de produits
Notre outil vous permettra de trouver le produit le mieux adapté à vos besoins.
Accéder au sélecteur de produitsNous contacter