
Hai bisogno di aiuto per scegliere il prodotto giusto?
Il nostro strumento ti aiuterà a trovare il prodotto più adatto alle tue esigenze
Accedi allo strumento di selezione dei prodottiBenvenuto sul sito Italiano
Abbiamo rilevato che potresti preferire il sito Global. Se necessario, utilizza il menu a tendina delle lingue per modificare la scelta.
Here’s what to put in place at the design and installation stage of your process. Too late you say? You inherited it? Join the club. Even if you had been there you may not have been consulted
Clipboard, multimeter, existing control and display instrumentation, digital thermometer and probe, clamp-on ammeter, flashlight, schematics and manuals, records and logs of normal behaviour, chart recorder.
Identify and label items such as control zone IDs, temperature controllers, sensors, plugs and sockets, heaters, heater contactors, SCRs, control valves, meters, indicators, control knobs, switches and push-buttons, electrical disconnects, fuses and breakers (with ratings), indicator lights, terminals and blocks, supply voltages and wiring identification.
For controllers, list settings, e.g. temperature, speed, current, that can vary by batch or job.
Record adjustable controller parameters. These do not normally need resetting except for major changes in process dynamics or when you replace a controller.
Note what to expect of any change or adjustment you make. Know your control parameters.
Know where to find the wiring and piping drawings; keep them up to date after changes. Vet them and if this is new equipment specify that payment to suppliers is conditional upon acceptable documentation.
Know how to open enclosures without shutting down. If you cheat a door-latch isolator be aware of live and dangerous parts inside. When checking, use insulated test probes.
Put a permanent sticker on the control cabinet showing names and phone numbers of contractors and suppliers who can help with parts or trouble shooting.
Identify spares. For removed parts, attach a ‘what’s wrong’ label; repair promptly. Only good parts belong on the spares shelf.
Separate and label controllers that are appearance and plug-in compatible but differ functionally. Separate high-speed semiconductor fuses from regular HRC types.
The most important diagnostics aid is transparency of the process by means of indicators or screens showing what the process is doing, allied with experience and records of the normal behaviour pattern.
For observing a control loop in action make sure you can see at all times, indications of process temperature and set temperature (set point); also the final controlled output. This could be heater current, valve position, pump speed etc. Fit ammeters on every electrical heater; otherwise check heater currents with a clamp-on ammeter. Lights showing ON/OFF state of contactors, solenoid valves or blowers are useful aids.
If temperature is well below set point the heat will be on steady at its maximum value. Cooling (if fitted) will be off.
If temperature is well above set point the heat will be off or at minimum value. Cooling if fitted will be full on.
For a quick test take the set point up and down through the indicated temperature and watch the output change.
If temperature is at or anywhere near set point the output state is not totally predictable with PID controllers. A small overtemperature doesn’t necessarily take all the heat off, nor does a small undertemperature necessarily bring heat on.
That can be all right; the controller PID action will slowly work it out and settle down, delivering just enough heat or cool to hold the correct temperature.
PROBLEM: Temperature indication stays abnormally low but the process overheats
Check for sensor pulled away from the heat or stray wire strands bridging the sensor’s wiring.
If the temperature indication goes below room temperature check for crossed thermocouple wires.
Beware the RED IS NEGATIVE convention on North American thermocouple extension wires.
Some controllers can be configured to sense an abnormally low or negative reading, cut the heat off and show an under-range message.
PROBLEM: Zone temperature comes up normally at start-up, then the process slowly gets too hot, yet the controller indication stays normal. This error can vary during the day from not noticeable to some 100deg F too hot depending on how near the thermocouple head is to the process heat and how long the zone has been on. This problem, incorrect use of thermocouple extension cable, is covered in a separate article.
Temperature well below set point but heat remains off.
Check the heater circuit for loss of line voltage, blown fuses, tripped breaker or heater open circuit. If the contactor coil is energised check for failure to operate or contacts burnt out. If the contactor coil is not energised, power could be failing to get to the controller’s internal relay. Alternatively that relay could be failing to close or have defective contacts.
TRAP When the control relay is of the solid state type e.g. a triac switch, you cannot check its continuity with a dc continuity meter. Triacs need an AC voltage and at least a 50 mA load to check their operation.
TRAP Let’s say you disconnect the contactor coil and use a voltmeter to check whether a controller’s internal relay or triac is passing voltage through and blocking it when required. You will probably find a voltage there all the time. Reason? a snubber (spark and contact erosion supressor) is often fitted internally across the triac or relay contacts. This can pass a tiny current, enough to show full line voltage on your meter when the relay or triac is open but nowhere near enough to pull in a contactor coil. Even without the snubber a triac switch could leak enough current to show on a modern high impedance voltmeter. A 120V 5W filament lamp (nite-lite) works well as a tester.
TRAP AND SERIOUS HAZARD In place of mercury or magnetic contactors for heater control, more processes are now using solid state relays (SSRs). They come in two versions, designed for either low voltage logic, typically 10V dc; alternatively 120V ac logic at the input terminals (the terminals that correspond to the coil on a magnetic contactor).
The 120V ac version from some manufacturers has an input impedance of some 120Kohm. The result is that a controller, supposedly off, having a triac or relay output with a snubber fitted, will pass enough current to keep the SSR switched on, overheating the process.
If you cannot convert your SSR to low voltage dc logic, connect a 0.47 microfarad 400V capacitor (not electrolytic) across the 120V input terminals of the SSR. It will divert enough current to ensure that the controller can switch the SSR off. Some SSR manufacturers recognise this problem and make the input impedance low enough to defeat this hazard.
The best solution is to use an SSR designed for low-voltage dc logic operation and use a controller that has a matching DC logic output.
PROBLEM: Temperature abnormally high, heater current on.
Check for voltage on the contactor coil or SSR logic input; if absent, the contactor is locked on or its contacts welded to a short circuit condition. Change it.
If coil voltage or logic input voltage is present, change the controller, its internal relay or logic signal is on when it should be off. Or check for TRAP AND SERIOUS HAZARD above if you are using SSRs.
PROBLEM: Temperature indication extremely high, process not heating, current off. The controller may show broken sensor message.
The most probable cause is open circuit thermocouple or wiring. The resistance measured from the controller input terminals should normally be under 20 Ohms. Disconnect the thermocouple wire from the controller and check continuity all the way back to the thermocouple itself. If the controller is good it will indicate around room temperature if you connect a wire link or double alligator clip across its thermocouple terminals. If the thermocouple and wiring are good, change the controller.
Heat Transfer
Ensure clean heater mating surfaces, well clamped down (snugly inserted in the case of cartridge heaters) for good heat transfer. Poor thermal contact or air gaps cause over-hot areas on the heater and premature local burnout.
Use the largest contact area heater you can get into the space. Lower watts/sq inch longer the life. Tighten down routinely as thermal creep relaxes the contact pressure.
Infra-red or fast surface contact thermometers can help locate too hot areas of the heater.
You will always see disagreement between your contact thermometer on the surface of the heater or process wall, and the controlled temperature from a sensor deep in the process. This is to be expected due to deep-to-surface temperature differences. With thermocouple contact probes another error comes from incomplete transfer of all the surface temperature to the probe tip. Measurements taken on the surface are of limited use in determining the material processing temperature. IR thermometers can lose accuracy due to targeting and emissivity errors.
Damage and Corrosion
Heater connection wires disturbed during maintenance or heater changes are brittle and can break or disconnect. Corroded or dirty studs, nuts and washers spark, buzz and lose contact. Keep them tight and replace with bright new hardware before they get beyond repair. Use high temperature connecting cable. Unplated copper cable oxidises badly. Bad connections, loose fuse clips and oxidation act like arc welders and are a fire hazard. Fuses do not protect against bad connections but arc-fault circuit breakers do.
Heat Transfer
Ensure clean heater mating surfaces, well clamped down (snugly inserted in the case of cartridge heaters) for good heat transfer. Poor thermal contact or air gaps cause hot areas on the heater and premature local burnout.
Use the largest contact area heater you can get into the space. Lower watts/sq inch longer the life. Tighten down occasionally.
Infra-red or thermocouple contact thermometers can help locate too hot or too cold areas.
You will always see disagreement between your contact thermometer on the surface, and the controlled temperature from the thermocouple deep in the barrel or die. This is to be expected due to deep-to-surface temperature differences in the zone. With thermocouple contact probes another error comes from incomplete transfer of all the surface heat to the probe tip. Measurements taken on the surface are of limited use in knowing the material processing temperature.
Damage and Corrosion
Wires that are frequently bent or moved (maintenance or die changes) can break or disconnect.
Corroded or dirty studs, nuts and washers spark, buzz and lose contact. Keep them tight and replace with bright new hardware if needed any time you have the barrel covers off, before they are beyond repair.
Use high temperature connecting cable. Unplated copper cable oxidises badly.
Bad connections, loose fuse clips and oxidation can appear anywhere in the heater wiring. These points behave like an electric arc welder and fire hazard. Fuses do not protect against bad connections.
Watch for polymer or oil dripping onto connections or between segments of ceramic band heaters. It will decompose into conductive carbon and flash over.
PROBLEM Heat off, cool on but temperature will not come down to set point
1. No water- pressure or pump stopped.
2. Pipe or solenoid valve clogged.
3. Water line manual valve turned off
2. Solenoid valve fails to open. Check if its coil is energised. If not, the controller cool output relay or power feed to it is at fault. If the coil is energised and the valve does not allow flow, change it. If you feel the valve; you will sense a click as the controller switches it on or off.
PROBLEM Heat on but temperature will not come up to set point
Look for the solenoid valve stuck open or held open by a defective controller relay failing to switch it off.
PROBLEM Temperature below set point and fan will not turn off
Check for fan contactor welded up or locked on or controller relay locked on due to a faulty controller.
PROBLEM No air flow and temperature well over set point
Check for faulty controller, controller relay or fan contactor. Check for motor failure or air path blockage.
This is a controller parameter with a range adjustable typically between 0.1 and 100 sec. A 0.1 sec time (10 operations per second) would soon destroy a magnetic contactor, so in this case you would select typically 20 sec. On most extruder zones there is so much metal mass that the temperature would not rise and fall noticeably in sympathy with these slow on and off pulses.
On the other hand consider a fast responding application like radiant heating of moving sheet. You would need a cycle time say 0.2 sec to avoid the alternate under and overheated sections of sheet that slow cycling gives. A 10 second cycle would show large temperature swings.
Be on the alert to recognise this as too long cycle time not control loop instability.
If you are using tungsten lamp heaters, you would not use magnetic contactors; you will need silicon controlled rectifiers (SCRs) with phase-angle control in the manner of a lamp dimmer
If you are switching a solenoid valve or blower motor with a magnetic contactor a cycle time of 10 or 20 seconds would be suitable. Again because of the slow response of a typical zone.
Some machines have blowers, switched by fast solid state contactors (e.g. 0.1sec cycle-time). Instead of stopping and starting every cycle, the blower, because of its inertia, will assume some intermediate speed at which the controller is satisfied that the temperature is correct.
It is rare to find an extruder zone whose cooling capacity is equal to its heating capacity. You can see this if you switch on the heater band and record the rate of temperature increase; then switch on full cooling and record the rate of fall. If the rate of fall is say 5 times the climb rate then the cooling capacity is 5 times the heater capacity.
In this example a temperature rise would bring a dose of cool 5 times as strong as the heater would deliver for the same under-temperature and you would see a severe drop of temperature, then a recovery and continual repetition of this up-down temperature cycling.
The solution? Run in the heat only mode and tune the control loop i.e. find the PID settings that give stable control.
Now make the cooling proportional 5 times that for the heat mode. This translates to setting a COOL GAIN of 0.2. The parameter for this is sometimes called RELATIVE COOL . The mnemonic (abbreviation) depends on the brand of controller
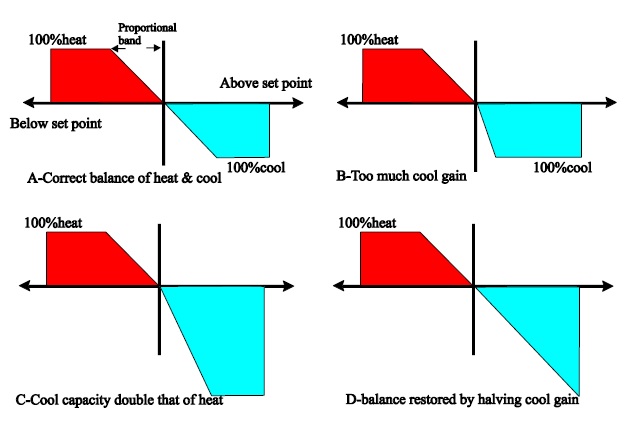
Fig 7.
A shows a balanced heat/cool zone. B shows cool gain 2 times too large but maximum heat and cool capacities balanced C shows cool capacity twice that of the heater and cool gain in need of adjustment
D shows the correct balance of proportional bands by making the cool gain 0.5
Heating capacity is easily defined (= the kW rating stamped on the heater band).However, cooling device capacity is not easy to define or to keep constant.
Cooling capacity with water depends on inlet water temperature, zone working temperature, flow rate and heat transfer of the cooling jacket.
Inlet temperature can change during the day, dependent on other loads on the cooling water system. Flow rate is often changed by a throttling valve according to the judgement or experimentation of the operator.
Unless you know the machine design the quickest way is, after tuning in the heating mode, to find a setting for COOL GAIN (this modifies cool proportional band) that gives temperature stability when that zone is running in the cooling mode.
Another complication with water comes if the zone is running well above boiling point, 100 deg C.
Usually the first few pulses of water flash off into steam giving a greatly increased cooling capacity due to the latent heat of evaporation.
When the zone settles down, less or even no evaporation occurs and the cooling is less severe.
To handle evaporative cooling you would choose the WATER COOL mode from the controller parameter list.
This technique delivers much shortened pulses of water for the first few percent of the cooling range, when the water is likely to be flashing off into steam. This compensates for the initial strong evaporative cooling.
This is much gentler than water cooling and not so immediate or decisive because of the long heat transfer path through the finned aluminum cooler and barrel.
Again, capacity is hard to predict but you can get a rough idea if you can feel the outgoing air from that zone with your hand and compare it with how a 1Kw hair drier feels.
Being non-evaporative, oil cooling is also pulsed in a linear manner. It is deep and more direct and will not need such a high cool gain as fan cooling. Again its capacity varies with oil inlet temperature and flow rate.
Tips: Self discipline. Change one thing at a time and wait out the result.
“Was working OK and nobody changed anything” demands a different approach from trouble when commissioning a new or modified process. Listen to everybody. Believe nobody.
With fan cooling, a cool gain setting of 3 upwards would be typical and delivery of pulses to the blower would be linear, i.e. the on time would increase proportionally with percentage cool demand.




Strumento di selezione dei prodotti
Il nostro strumento ti aiuterà a trovare il prodotto più adatto alle tue esigenze
Accedi allo strumento di selezione dei prodottiContattaci