
Hai bisogno di aiuto per scegliere il prodotto giusto?
Il nostro strumento ti aiuterà a trovare il prodotto più adatto alle tue esigenze
Accedi allo strumento di selezione dei prodottiBenvenuto sul sito Italiano
Abbiamo rilevato che potresti preferire il sito Global. Se necessario, utilizza il menu a tendina delle lingue per modificare la scelta.
A heavy, rotating steel disc was used to preheat a stream of aluminum bottle caps riding on the flat surface, before insertion of thermoplastic liners.
The disc temperature was sensed and controlled by a liquid-filled thermostat attached to the disc.
This switched the gas flame under the disc on and off.
The bulb followed disc temperature with a lag of one or two minutes time-constant, resulting in large temperature cycles, made worse by the thermostat’s dead-band of some 30 ºF. The seal quality and scrap rates were unacceptable. Let’s try something different.
Take a light gage, type J thermocouple, packed around with fiberglas. Stuff it in a half-inch open-ended metal tube. Let the exposed thermocouple tip emerge from the fiberglas, flush with the open end of the tube.
Fix the thermocouple on the machine frame under the disc so that the tip nearly touches as the disc rotates. This senses the layer of air close to he disc, picks up a very close approximation to the disc temperature and responds in a few seconds.
The temperature controller. Run the thermocouple wires to a PID controller with a relay or triac output that controls the gas solenoid valve. Result; good tight control and high yield.
The same idea is used to pick up the temperature of the high-speed, heated steel drum, called a godet, used to texturise synthetic fibers wound around it. Here a deep annular groove is cut in the flat end of the drum. A stationary RTD probe is inserted parallel to the axis of the drum so that it senses only the surrounding metal temperature. (The groove was not necessary in the first case above). A temperature controller picks up the signal and drives a stationary induction heater inside the drum.
Later designs use a sensor and analog/digital circuit that rotate with the godet, transmitting the digital temperature signal by fiberoptic to the control system. Radio transmission is another common option. The circuit is powered by non-contact electromagnetic coupling rather than sliprings.
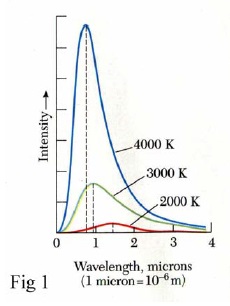
When you run out of the many ways of sensing the untouchable with a thermocouple or RTD, you can turn to sensing the IR radiation from your process. Fig 1. shows the radiation intensity of a black-body heat source (i.e.emissivity = 1) as a function of wavelength and temperature.
Take a metal tube, put a lens in the end and a silicon radiation detector behind it. Point the lens at something hot (called the target) and measure the voltage from the radiation detector. As the target gets hotter the voltage increases. Not bad so far, but let’s see some of the things that the professionals do to make it useable.
1. Arrange the optics to determine the field of view (FOV). This is the ratio: distance to target /target diameter. Typical values 12:1 to 200:1.
2. Determine the minimum target size.
3. Choose the radiation detector material; silicon, germanium or lead sulphide according to temperature range and target surface characteristics.
4. Add an optical filter that passes only the parts of the IR spectrum that give best accuracy and stability for the application in mind.
5. Keep the thermometer cool and air purged if threatened by process heat or dirty atmosphere.
6. Incorporate ambient temperature correction (analogous to cold junction compensation in thermocouples).
7. In hostile or cramped locations transmit the target radiation to the sensor via a fibroptic cable.
8. Incorporate laser targeting to line up the target.
This relationship depends on the radiation detector material, the optics and the selected part of the IR spectrum. A typical curve shows that the raw output voltage vs temperature is severely non-linear.
Usually a signal conversion circuit is incorporated in the IR thermometer and the output presented as a linear analog signal. Examples are: 4 – 20mA, 0 – 10V dc or scaled for an output of one millivolt per degree. Alternatively, indicators and controllers are available that linearise and emissivity- compensate the raw signal from a less expensive IR thermometer and display the temperature in degrees F or C.
Some IR thermometers, known as “IR thermocouples” (which they are not) have conversion circuits that put out a millivolt signal imitating a type J or K thermocouple over a limited range.
The up side of this is that many users already have thermocouple extension cable in the plant wiring and have thermocouple-input controllers that will work from these signals. They are cost effective too, prices start around $100.
The down side is that you have to accept some emissivity errors and operate in a small temperature band to achieve acceptable accuracy; also you have to live with the less robust (10 – 50 millivolt) signals from a source of several thousand ohms, which some controllers cannot tolerate.
You will usually pick up less than the theoretical radiant energy from your target; i.e. emissivity is less than 1. Many IR thermometers and controllers have an emissivity adjustment. If you know the target’s emissivity, turn the setting down to that value. This boosts the signal just enough to bring it up to a value corresponding to emissivity = 1.
In emissivity tables found in physics references, for a particular material you will usually find approximate values or a range of values. Rather than depend on such figures for your material, it is better to measure the target temperature when it is stationary, using say a calibrated thermocouple and indicator, then adjust the emissivity setting to bring the IR thermometer reading into agreement.
This is a metal block with a 3in hemispherical cavity machined into one face and gold plated. In the center is a small hole for a fibroptic cable. You place the cavity facing the target, up to 0.8in away. Multiple internal reflections convert the target to a black body (emissivity = 1) as seen by the fibroptic, which now transmits the radiation to an IR thermometer.
This is an ideal solution for targets having low and temperature dependent emissivities such as hot aluminum billets.
Shiny metal targets suffer not only emissivity errors but reflection errors. For example a boiling chrome-plated tea kettle, obviously at 212F can reflect the room wall (70F) or even some neighboring hot body (say800F) into the IR thermometer lens giving gross errors.
For transparent materials such as glass or plastic film, a wide IR band detector could sense temperatures of objects behind the target or reflected from it and give deceptive readings. In such cases an optical filter is applied which selects a narrow band in the IR spectrum where the material is opaque.
This design put two sensors in one enclosure, each one with its own filter selecting a different part of the IR spectrum radiating from the one target. The circuit derives a signal which is the ratio of the two outputs and which represents the target temperature.
This design is used when the the emissivity is unpredictable or the target does not fill the field of view or is partially and intermittently obscured by smoke, dust or vapor.
This can be 5 to 500ms after signal conversion. This takes a sizable time lag out of the measurement that a thermocouple or RTD would normally introduce. The result in a control application is tighter control and stability.
When you are monitoring intermittent targets such as parts on a conveyer, the speed of the IR thermometer allows fast capture-and-hold of the temperature until the next sighting. Decay rates can be set up to match the process speed.
A smoothing circuit (averager) can calm dancing digits on the display and present less confusion to a controller. Time constant adjustments range typically from 5ms to 5s.
Final word: This article barely scratches the surface of the technology and application of IR thermometry. Always talk to your experienced supplier, you won’t believe the troubles he’s seen.
Adapted from an article originally written by Arthur Holland, Holland Technical Skills, for Eurotherm.




Strumento di selezione dei prodotti
Il nostro strumento ti aiuterà a trovare il prodotto più adatto alle tue esigenze
Accedi allo strumento di selezione dei prodottiContattaci