
Hai bisogno di aiuto per scegliere il prodotto giusto?
Il nostro strumento ti aiuterà a trovare il prodotto più adatto alle tue esigenze
Accedi allo strumento di selezione dei prodottiBenvenuto sul sito Italiano
Abbiamo rilevato che potresti preferire il sito Global. Se necessario, utilizza il menu a tendina delle lingue per modificare la scelta.
L’altoforno fornisce la materia prima per la produzione dell’acciaio. Il ferro prodotto nell’altoforno contiene un’elevata percentuale di carbonio, generalmente il 4%, ed è privo di tutti quegli additivi che forniscono all’acciaio le sue varie proprietà speciali.
Le fasi preliminari del processo di produzione del ferro
Le materie prime per la produzione del ferro, minerale di ferro, calcare e coke, si trovavano generalmente in prossimità della fonderia. I depositi di minerali di ferro nelle montagne del Galles, che erano visibili sul terreno e da lì potevano essere raccolti, erano noti come patches.
La fusione dei minerali di ferro richiedeva una gran quantità di calore e per contenere i materiali e resistere alle alte temperature era necessario utilizzare un forno. Il primo forno utilizzato a questo scopo era in pietra con un rivestimento di mattoni refrattari. Il ferro grezzo fuso, si raccoglieva sul fondo del forno e da qui veniva versato in appositi contenitori detti pani. L’espressione ghisa in pani viene tuttora utilizzata nella moderna produzione di acciaio.
I principi che governano la produzione di ferro e acciaio sono cambiati pochissimo, ad eccezione del fatto che i moderni altiforni sono molto più grandi e necessitano di controlli sempre più automatizzati per aumentare la produttività e l’efficienza del forno.
Struttura di un altoforno
Negli anni ’50 e agli inizi degli anni ’60, gli altiforni presenti sul suolo britannico erano all’altezza di quelli di altri paesi. In quel periodo i diametri delle suole variavano dagli 8 ai 9,5 metri, con capacità di 1.800 – 2.000 tonnellate al giorno e volumi operativi di circa 1.500 m.
La produttività dell’altoforno veniva espressa come:
Volume prodotto (tonnellate/giorno)
Volume operativo (m3)
Sostituendo le suddette cifre si ottengono fattori di produttività compresi tra 1.3 e 1.5.
Entro la metà degli anni ’60, furono i giapponesi a compiere i più grandi passi avanti nella progettazione degli altiforni. La produttività giornaliera passò da 3.000 a oltre 11.000 tonnellate, i diametri delle suole raggiunsero i 14 metri e i volumi operativi oscillavano tra i 4.000 e i 5.000 m3. I fattori di produttività di quei forni erano compresi tra 2.0 e 2.5.
Confrontando queste cifre con quelle del Regno Unito, è evidente che l’aumento del diametro degli altiforni da 8 a 14 metri ha determinato un aumento della produttività del forno pari solo al 50% o poco più.
La conoscenza degli effetti di altri parametri sul processo di produzione del ferro ha aumentato significativamente la produttività e l’efficienza. Ne sono esempi:
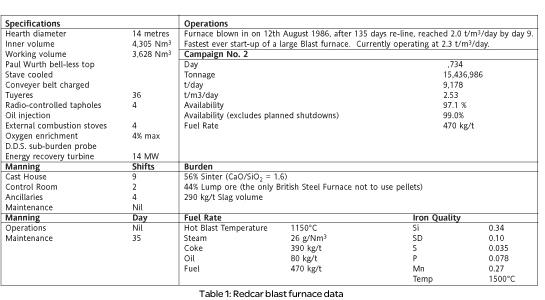
Nel Regno Unito vi è stata la tendenza a non seguire l’approccio giapponese fondato sulla costruzione di forni di maggiori dimensioni, l’impresa British Steel di Redcar ha tuttavia realizzato il più grande forno di 14 metri di diametro di tutto il Regno Unito. Con una produzione nominale di 10.000 tonnellate/giorno, la sua produzione effettiva è pari a 11.135 tonnellate/giorno. La sua disponibilità è del 97,1% comprese le interruzioni pianificate e del 99,9% escluse le interruzioni pianificate.
I forni britannici sono considerevolmente più piccoli rispetto a quelli giapponesi, ma molto simili in termini di efficienza. La tabella 1 (a pagina 2) riporta le specifiche del forno di Redcar che non ha nulla da invidiare a quelli giapponesi, coreani, tedeschi e italiani.(Tabella 1 Tabella relativa ai dati dell’altoforno di Redcar)
Aspetti chimico-fisici della produzione del ferro
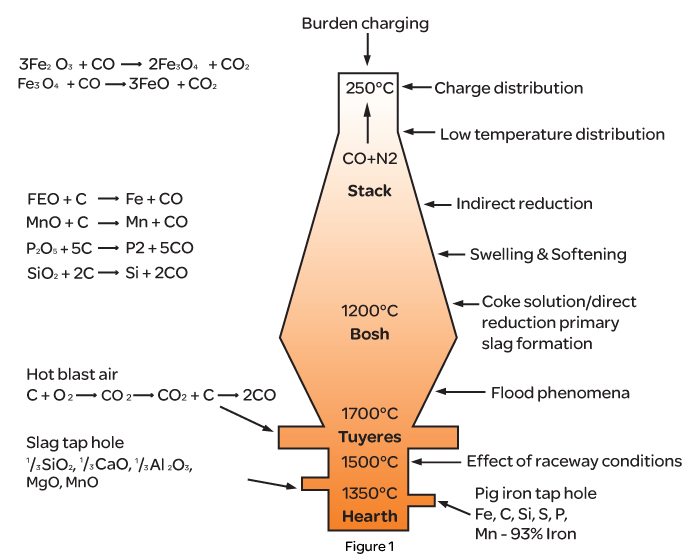
 La figura 1 mostra lo schema di un altoforno ed indica le reazioni chimiche che hanno luogo in ciascun settore. Questa sezione analizza le proprietà fisiche dei materiali ad ogni fase del processo di produzione del ferro e le condizioni che favoriscono le reazioni chimiche. (Figura 1 Altoforno)
La figura 1 mostra lo schema di un altoforno ed indica le reazioni chimiche che hanno luogo in ciascun settore. Questa sezione analizza le proprietà fisiche dei materiali ad ogni fase del processo di produzione del ferro e le condizioni che favoriscono le reazioni chimiche. (Figura 1 Altoforno)
Monitoraggio del passaggio della carica
Il forno viene caricato con pellet di agglomerato e pietrisco (materiali contenenti ferro), fondente e coke. Di norma i materiali vengono caricati mediante un sistema di distribuzione dotato di una tramoggia rotante e un sistema a doppia campana. Molti forni moderni tuttavia dispongono di una bocca senza campana Paul Wurth che utilizza uno scivolo rotante. Per una corretta distribuzione in corrispondenza della bocca del forno è necessario controllare la velocità di alimentazione e l’ordine di inserimento dei materiali.
Nella parte superiore del condotto di scarico dell’altoforno ha luogo la riduzione indiretta del minerale di ferro ad opera del monossido di carbonio:
Il minerale ed i pellet contenenti ferro vengono quindi sottoposti ad una scissione a basse temperature che riduce le dimensioni delle particelle. In base alla qualità del minerale è possibile ottenere abbondanti quantità di materiale fine, che determina scarse caratteristiche aerodinamiche all’interno del condotto di scarico. È possibile una fluidizzazione, e a quel punto il forno non funzionerà in modo efficiente, causando un calo di produzione.
Sul fondo del forno le temperature superano i 900 – 1000°C ed è possibile che il materiale, contenente ferro, si dilati causando anche in questo caso una produzione ridotta, specialmente in caso di utilizzo di pellet di agglomerato.
Quando il ferro raggiunge una temperatura tale da consentirne la lavorazione, hanno luogo altre due reazioni; perdita della soluzione di carbonio

e riduzione diretta

Le condizioni di consumo di coke ottimali si hanno in presenza di una riduzione indiretta massima e prima dell’inizio della riduzione diretta. Ciò si ottiene mediante una corretta distribuzione della carica ed un uso di materiali sufficientemente facili da ridurre.
 Man mano che il processo di addolcimento prosegue e all’aumentare della velocità di reazione tra il coke e l’ossido di ferro, inizia la produzione di scorie primarie. (Figura 2 Schema dei cowper)
Man mano che il processo di addolcimento prosegue e all’aumentare della velocità di reazione tra il coke e l’ossido di ferro, inizia la produzione di scorie primarie. (Figura 2 Schema dei cowper)
Il risultato finale del movimento di materiale attraverso il forno è l’accumulo di ferro fuso e scorie nella suola del forno. Le scorie sono un materiale con minor densità che galleggia sulla superficie del ferro. La suola del forno è dotata di fori di colata o “tacche” posti a diverse altezze per cui il ferro e le scorie possono essere convogliati separatamente attraverso appositi canali presenti nel pavimento della sede di colata.
Una volta solide, le scorie assumo la forma di rocce di tipo vulcanico e vengono vendute principalmente come materiale di riempimento. A questo punto il ferro è pronto per essere trasportato nell’acciaieria dove verrà sottoposto ad ulteriori processi chimici (si veda la nota applicativa relativa alla produzione di acciaio).
L’altoforno fornisce la materia prima per la produzione dell’acciaio. Il ferro prodotto nell’altoforno contiene un’elevata percentuale di carbonio, generalmente il 4%, ed è privo di tutti quegli additivi che forniscono all’acciaio le sue varie proprietà speciali.
Le fasi preliminari del processo di produzione del ferro
Le materie prime per la produzione del ferro, minerale di ferro, calcare e coke, si trovavano generalmente in prossimità della fonderia. I depositi di minerali di ferro nelle montagne del Galles, che erano visibili sul terreno e da lì potevano essere raccolti, erano noti come patches.
La fusione dei minerali di ferro richiedeva una gran quantità di calore e per contenere i materiali e resistere alle alte temperature era necessario utilizzare un forno. Il primo forno utilizzato a questo scopo era in pietra con un rivestimento di mattoni refrattari. Il ferro grezzo fuso, si raccoglieva sul fondo del forno e da qui veniva versato in appositi contenitori detti pani. L’espressione ghisa in pani viene tuttora utilizzata nella moderna produzione di acciaio.
I principi che governano la produzione di ferro e acciaio sono cambiati pochissimo, ad eccezione del fatto che i moderni altiforni sono molto più grandi e necessitano di controlli sempre più automatizzati per aumentare la produttività e l’efficienza del forno.
Struttura di un altoforno
Negli anni ’50 e agli inizi degli anni ’60, gli altiforni presenti sul suolo britannico erano all’altezza di quelli di altri paesi. In quel periodo i diametri delle suole variavano dagli 8 ai 9,5 metri, con capacità di 1.800 – 2.000 tonnellate al giorno e volumi operativi di circa 1.500 m.
La produttività dell’altoforno veniva espressa come:
Volume prodotto (tonnellate/giorno)
Volume operativo (m3)
Sostituendo le suddette cifre si ottengono fattori di produttività compresi tra 1.3 e 1.5.
Entro la metà degli anni ’60, furono i giapponesi a compiere i più grandi passi avanti nella progettazione degli altiforni. La produttività giornaliera passò da 3.000 a oltre 11.000 tonnellate, i diametri delle suole raggiunsero i 14 metri e i volumi operativi oscillavano tra i 4.000 e i 5.000 m3. I fattori di produttività di quei forni erano compresi tra 2.0 e 2.5.
Confrontando queste cifre con quelle del Regno Unito, è evidente che l’aumento del diametro degli altiforni da 8 a 14 metri ha determinato un aumento della produttività del forno pari solo al 50% o poco più.
La conoscenza degli effetti di altri parametri sul processo di produzione del ferro ha aumentato significativamente la produttività e l’efficienza. Ne sono esempi:
Nel Regno Unito vi è stata la tendenza a non seguire l’approccio giapponese fondato sulla costruzione di forni di maggiori dimensioni, l’impresa British Steel di Redcar ha tuttavia realizzato il più grande forno di 14 metri di diametro di tutto il Regno Unito. Con una produzione nominale di 10.000 tonnellate/giorno, la sua produzione effettiva è pari a 11.135 tonnellate/giorno. La sua disponibilità è del 97,1% comprese le interruzioni pianificate e del 99,9% escluse le interruzioni pianificate.
I forni britannici sono considerevolmente più piccoli rispetto a quelli giapponesi, ma molto simili in termini di efficienza. La tabella 1 (a pagina 2) riporta le specifiche del forno di Redcar che non ha nulla da invidiare a quelli giapponesi, coreani, tedeschi e italiani.(Tabella 1 Tabella relativa ai dati dell’altoforno di Redcar)

Aspetti chimico-fisici della produzione del ferro
La figura 1 mostra lo schema di un altoforno ed indica le reazioni chimiche che hanno luogo in ciascun settore. Questa sezione analizza le proprietà fisiche dei materiali ad ogni fase del processo di produzione del ferro e le condizioni che favoriscono le reazioni chimiche. (Figura 1 Altoforno)
Monitoraggio del passaggio della carica
Il forno viene caricato con pellet di agglomerato e pietrisco (materiali contenenti ferro), fondente e coke. Di norma i materiali vengono caricati mediante un sistema di distribuzione dotato di una tramoggia rotante e un sistema a doppia campana. Molti forni moderni tuttavia dispongono di una bocca senza campana Paul Wurth che utilizza uno scivolo rotante. Per una corretta distribuzione in corrispondenza della bocca del forno è necessario controllare la velocità di alimentazione e l’ordine di inserimento dei materiali.
Nella parte superiore del condotto di scarico dell’altoforno ha luogo la riduzione indiretta del minerale di ferro ad opera del monossido di carbonio:

Il minerale ed i pellet contenenti ferro vengono quindi sottoposti ad una scissione a basse temperature che riduce le dimensioni delle particelle. In base alla qualità del minerale è possibile ottenere abbondanti quantità di materiale fine, che determina scarse caratteristiche aerodinamiche all’interno del condotto di scarico. È possibile una fluidizzazione, e a quel punto il forno non funzionerà in modo efficiente, causando un calo di produzione.
Sul fondo del forno le temperature superano i 900 – 1000°C ed è possibile che il materiale, contenente ferro, si dilati causando anche in questo caso una produzione ridotta, specialmente in caso di utilizzo di pellet di agglomerato.
Quando il ferro raggiunge una temperatura tale da consentirne la lavorazione, hanno luogo altre due reazioni; perdita della soluzione di carbonio
e riduzione diretta
Le condizioni di consumo di coke ottimali si hanno in presenza di una riduzione indiretta massima e prima dell’inizio della riduzione diretta. Ciò si ottiene mediante una corretta distribuzione della carica ed un uso di materiali sufficientemente facili da ridurre.
Man mano che il processo di addolcimento prosegue e all’aumentare della velocità di reazione tra il coke e l’ossido di ferro, inizia la produzione di scorie primarie. (Figura 2 Schema dei cowper)
Il risultato finale del movimento di materiale attraverso il forno è l’accumulo di ferro fuso e scorie nella suola del forno. Le scorie sono un materiale con minor densità che galleggia sulla superficie del ferro. La suola del forno è dotata di fori di colata o “tacche” posti a diverse altezze per cui il ferro e le scorie possono essere convogliati separatamente attraverso appositi canali presenti nel pavimento della sede di colata.
Una volta solide, le scorie assumo la forma di rocce di tipo vulcanico e vengono vendute principalmente come materiale di riempimento. A questo punto il ferro è pronto per essere trasportato nell’acciaieria dove verrà sottoposto ad ulteriori processi chimici (si veda la nota applicativa relativa alla produzione di acciaio).
L’aria calda si ottiene facendo passare aria fredda attraverso camere preriscaldate o “cowper” e riscaldando l’aria ad una temperatura superiore a 1000°C.
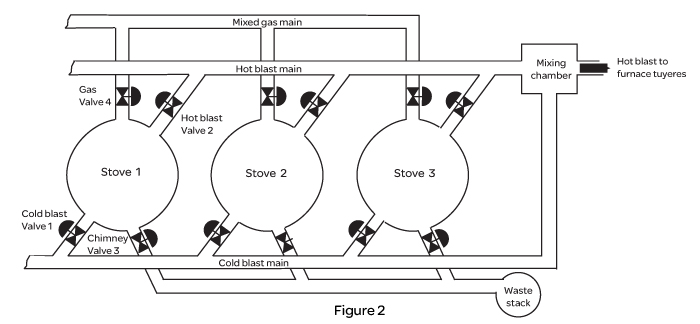
Il cowper viene prima riscaldato bruciando gas e aria di combustione all’interno della camera e lasciando che il calore venga assorbito dal rivestimento murario o da mattoni impilati in modo alternato. Questa modalità viene definita funzionamento a gas. Una volta assorbita una quantità sufficiente di calore, il cowper viene messo in modalità di funzionamento a corrente d’aria. In questa modalità non si ha combustione ma la corrente di aria fredda viene convogliata a forza attraverso il cowper ed assorbe il calore per trasformarsi in corrente di aria calda, che viene poi miscelata con aria fredda per raggiungere la giusta temperatura e viene quindi convogliata a forza nell’altoforno attraverso le tubiere situate in prossimità della base come mostrato nella figura 2.
Di norma sono presenti tre o quattro cowper, così quando un cowper si trova in modalità di funzionamento a corrente d’aria gli altri sono in modalità di funzionamento a gas o chiusi. Un cowper chiuso è stato riscaldato a temperatura e sigillato, quindi è pronto per la fase di funzionamento a corrente d’aria. Se un cowper è in riparazione, è possibile farne funzionare anche solo due.
Alternanza dei cowper
La figura 2 mostra la disposizione di un tipico sistema di cowper. La procedura di alternanza tra i cowper è la seguente:
Ora il cowper 2 si trova in modalità di funzionamento a gas durante la quale verrà riscaldato di nuovo dal momento che è stata utilizzata parte dell’energia incamerata. In questa fase vengono aperte le valvole 3 e 4 del cowper 2 per consentire l’ingresso di gas e aria e la fuoriuscita dei gas di scarico una volta bruciato il gas. Quando il cowper è a temperatura queste valvole si richiudono lasciando il cowper chiuso.
Arricchimento del gas
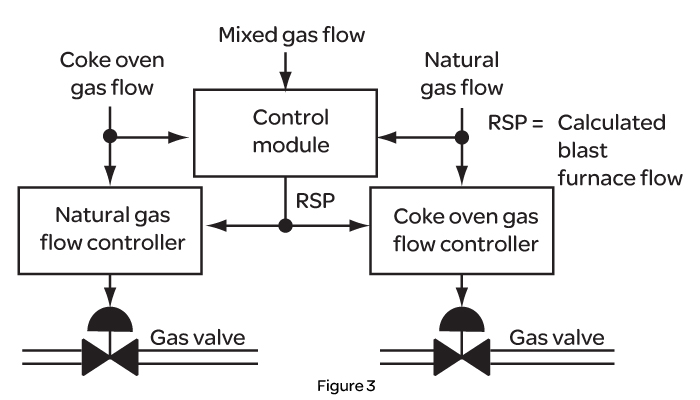
Il gas di scarico prodotto dal forno viene utilizzato come combustibile in molti settori di un’acciaieria. In genere, tuttavia, il suo valore calorifico è molto ridotto e richiede l’aggiunta di gas naturale e/o gas di forno a coke.
 La figura 3 mostra un tipico schema di controllo, dove la portata del gas di altoforno si ottiene sottraendo le portate del gas naturale e del gas di forno a coke dalla portata complessiva del gas misto. Il valore così calcolato viene poi utilizzato come setpoint del rapporto per i blocchi di controllo del gas naturale e del gas di forno a coke mantenendo costante la percentuale di ciascun tipo di gas che entra nel cowper e raggiungendo il valore calorifico desiderato del gas misto complessivo. (Figura 3 Controllo dell’arricchimento del gas)
La figura 3 mostra un tipico schema di controllo, dove la portata del gas di altoforno si ottiene sottraendo le portate del gas naturale e del gas di forno a coke dalla portata complessiva del gas misto. Il valore così calcolato viene poi utilizzato come setpoint del rapporto per i blocchi di controllo del gas naturale e del gas di forno a coke mantenendo costante la percentuale di ciascun tipo di gas che entra nel cowper e raggiungendo il valore calorifico desiderato del gas misto complessivo. (Figura 3 Controllo dell’arricchimento del gas)
Arricchimento di ossigeno dell’aria fredda
È stato dimostrato che un piccolo aumento nel contenuto di ossigeno dell’aria fredda, fino al 22 – 24% rispetto al 21% di contenuto di O2 dell’aria normale, migliora l’efficienza del forno.
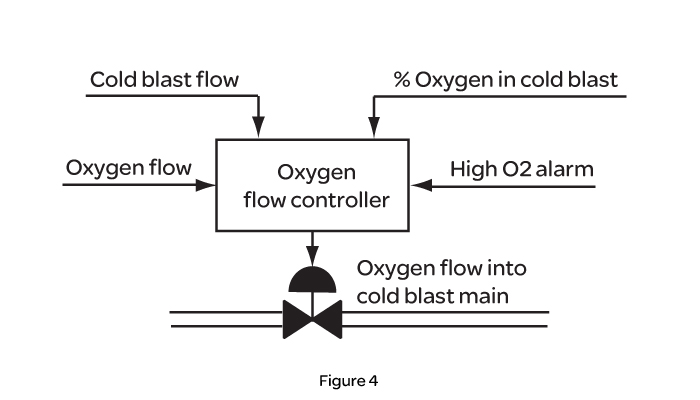
 Lo schema di controllo comprende un’analisi dell’O2 e dell’apparecchiatura di spegnimento indipendente, ma questa sezione tratterà esclusivamente del regolatore e del suo modulo I/O. La figura 4 mostra una schema relativo a questa fase del processo. (Figura 4 Arricchimento di ossigeno dell’aria fredda)
Lo schema di controllo comprende un’analisi dell’O2 e dell’apparecchiatura di spegnimento indipendente, ma questa sezione tratterà esclusivamente del regolatore e del suo modulo I/O. La figura 4 mostra una schema relativo a questa fase del processo. (Figura 4 Arricchimento di ossigeno dell’aria fredda)
Si misura il flusso dell’aria fredda e si inietta ossigeno nel condotto, controllato da un blocco di controllo del rapporto con il flusso di aria fredda come PV proporzionato. Si misura anche l’effettivo contenuto di O2 dell’aria fredda e questo segnale viene utilizzato per regolare il rapporto dell’ossigeno rispetto all’aria fredda cercando di mantenere un valore costante.
Quando si attiva un allarme di O2 elevato, di solito è necessario chiudere immediatamente la valvola di controllo dell’O2. Circuiti di allarme supplementari e distinti spengono la valvole di isolamento. La valvola di controllo si chiude a causa dell’azione rapida del regolatore.
L’uso di tre moduli di controllo consente di ottenere:
Il flusso di gas all’interno dei cowper viene misurato e controllato in base a un setpoint locale. Il valore del flusso di gas viene utilizzato come setpoint per il regolatore del rapporto del flusso d’aria. Il meccanismo di controllo della combustione è simile a quello descritto nella nota applicativa relativa ai forni a riscaldo.
Il valore dell’O2 regolamenta il rapporto aria/combustibile fin quando la temperatura della calotta non si avvicina al valore richiesto – a questo punto l’uscita del regolatore della temperatura della calotta sostituisce il segnale di regolazione dell’O2 attivato dalla temperatura target elevata del regolatore. Questa operazione determina un aumento del flusso d’aria nel cowper mentre il flusso di gas rimane costante. Questa modalità è nota come aria in eccesso e ha l’effetto di aumentare la distribuzione del calore all’interno del cowper raffreddando allo stesso tempo la calotta. All’interno del cowper si mantiene una temperatura fissa e il calore viene assorbito dai mattoni impilati in modo alternato.
Questa fase di funzionamento a gas prosegue fin quando il cowper ha assorbito sufficiente calore e quindi può essere chiuso e ripristinata la modalità di riscaldamento forzato.
Controllo della temperatura dell’aria calda
Dopo essere fuoriuscita dai cowper, l’aria calda entra nella base dell’altoforno attraverso le tubiere, risale il forno reagendo con il coke, le miscele di minerali e i fondenti e diventa gas di testa contenente principalmente CO e CO2. La pressione verso l’alto esercitata dai gas sostiene la carica in modo da determinare un calo di pressione di 1.4 bar a prescindere dalla pressione del gas di testa. Con questa differenza di pressione, la permeabilità del forno è buona – ovvero i materiali si spostano verso il basso attraverso il forno alla giusta velocità.
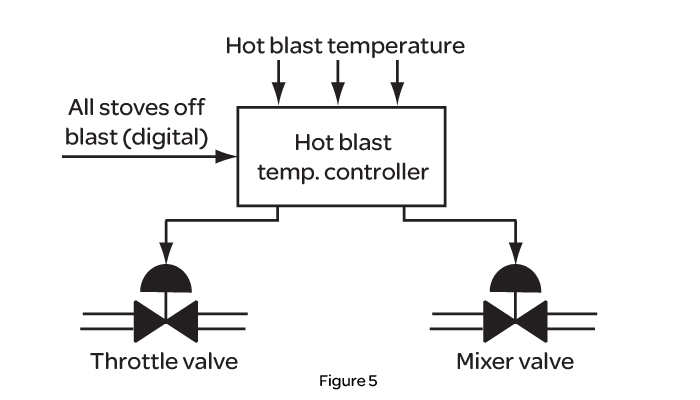
Per garantire una buona efficienza del forno è necessario mantenere costante la temperatura dell’aria calda. La temperatura dell’aria calda che fuoriesce dal cowper si riduce man mano che il cowper si raffredda fino a raggiungere una temperatura costante quando l’aria calda si mischia all’aria fredda nella camera di miscelazione (si veda la figura 2).
 Il rapporto tra aria calda e fredda viene controllato da un modulo di controllo che indirizza l’aria fredda verso i cowper. Man mano che viene utilizzata l’energia dei cowper, la temperatura dell’aria calda diminuisce e si riduce anche la quantità di aria fredda che si mischia a questa. Anche il flusso di aria fredda all’interno del cowper si riduce in modo tale che i gas impieghino più tempo ad assorbire calore all’interno del cowper.
Il rapporto tra aria calda e fredda viene controllato da un modulo di controllo che indirizza l’aria fredda verso i cowper. Man mano che viene utilizzata l’energia dei cowper, la temperatura dell’aria calda diminuisce e si riduce anche la quantità di aria fredda che si mischia a questa. Anche il flusso di aria fredda all’interno del cowper si riduce in modo tale che i gas impieghino più tempo ad assorbire calore all’interno del cowper.
Lo schema di controllo della temperatura dell’aria calda è raffigurato nella figura 5. (Figura 5 Controllo della temperatura dell’aria calda)
Controllo del flusso nelle tubiere
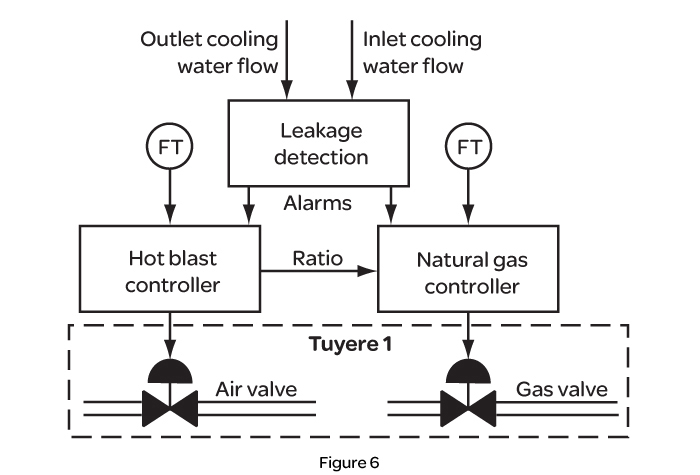
L’aria calda e il gas naturale vengono convogliati nell’altoforno attraverso tubiere dislocate sul perimento, in genere 24 o 36.
Mentre il flusso di gas naturale complessivo viene rapportato al flusso di aria fredda, ogni singola tubiera dispone anche di gas naturale per il controllo del rapporto di aria calda. La figura 6 mostra l’utilizzo di un modulo di controllo per rapportare il flusso di gas naturale all’aria calda di una tubiera. (Figura 6 Controllo delle tubiere)
Ingressi analogici supplementari vengono utilizzati per verificare la presenza di perdite d’acqua all’interno della tubiera confrontando i flussi d’acqua in ingresso e in uscita.




Strumento di selezione dei prodotti
Il nostro strumento ti aiuterà a trovare il prodotto più adatto alle tue esigenze
Accedi allo strumento di selezione dei prodottiContattaci