
Hai bisogno di aiuto per scegliere il prodotto giusto?
Il nostro strumento ti aiuterà a trovare il prodotto più adatto alle tue esigenze
Accedi allo strumento di selezione dei prodottiBenvenuto sul sito Italiano
Abbiamo rilevato che potresti preferire il sito Global. Se necessario, utilizza il menu a tendina delle lingue per modificare la scelta.
L’Internet of Things industriale utilizza la tecnologia di automazione per contribuire a ridurre il consumo energetico nelle attività di trattamento termico.
Sia la globalizzazione che il protezionismo – con impatti diversi nelle diverse regioni del mondo – stanno creando instabilità e incertezza sul futuro costo dell’energia in tutte le regioni. Ad esempio, i prezzi dell’energia negli Stati Uniti hanno subito un cambiamento radicale negli ultimi due anni. Mentre il prezzo corrente rappresenta un vantaggio per le aziende che utilizzano tecnologie di trattamento termico, con l’uso di energia globale destinato ad aumentare e la possibilità di controllare “artificialmente” l’offerta, è possibile che in futuro si verifichi un ritorno a prezzi più elevati. In definitiva, ciò avrà un impatto sulla redditività in corso delle imprese, in particolare quelle nelle industrie di processo ad alta intensità energetica.
Poiché l’utilizzo di energia può rappresentare anche più del 10% dell’intero costo di un processo nelle industrie ad alta intensità energetica, le aziende che utilizzano apparecchiature di riscaldamento di processo devono ottimizzare l’uso di energia nei processi esistenti. In definitiva, questo può aiutare a ridurre il costo complessivo dell’energia e minimizzare l’impatto di eventuali futuri aumenti dei costi energetici.
Inizialmente, i costi elevati di spesa in conto capitale per attrezzature di grandi dimensioni come i forni comportano costi di ammortamento che in genere pesano sull’azienda per periodi da cinque a dieci anni. Durante questo periodo di tempo eventuali ulteriori spese in conto capitale per ottimizzare i costi di elaborazione sono di solito limitate a meno che non vi sia un forte rimborso dell’investimento. E, a causa degli attuali prezzi dell’energia più bassi, questi periodi di rimborso dell’investimento spesso vengono estesi.
Per minimizzare i rischi associati alle future fluttuazioni dei prezzi dell’energia, le aziende devono ridurre i costi attuali associati ai processi di riscaldamento. Nello stesso senso, tuttavia, esiste anche un limitato accesso potenziale ai finanziamenti per l’investimento nei più recenti sistemi di bruciatori efficienti dal punto di vista energetico e nella relativa tecnologia di controllo. Detto questo, questo articolo presenta una soluzione alternativa per affrontare il consumo energetico negli impianti esistenti.
L’analisi della manutenzione in corso degli impianti di combustione esistenti per forni e forni a gas può portare a ridurre il consumo di energia e ridurre i costi energetici.
Nel sistema di combustione di un forno a gas il calore viene generato attraverso una reazione esotermica (una reazione in cui viene emesso calore) tra idrogeno, atomi di carbonio e ossigeno. Troppo ossigeno può rendere il riscaldamento inefficiente e può creare inquinanti NOX. Troppo poco ossigeno provoca una combustione incompleta, generando livelli pericolosi di monossido di carbonio.
Secondo l’articolo comparso sul numero di agosto 2014 di Process Heating, “The Impact of Combustion Controls”, scritto da K. Huller, “Quando un bruciatore funziona al rapporto aria/carburante desiderato, si dice che sia regolato. Questo è tipicamente il punto in cui l’apparecchiatura funziona con un’efficienza quasi di picco, con le migliori emissioni possibili per il dato bruciatore e dove tutto il combustibile è consumato. … Se non testati e mantenuti, i controlli della combustione possono causare una deriva del sistema. ”
E, secondo il “Process Heating Tip Sheet 2c” del Dipartimento dell’Energia degli Stati Uniti, “Il controllo periodico e il ripristino dei rapporti aria-combustibile per i bruciatori è uno dei modi più semplici per ottenere la massima efficienza dalle apparecchiature per il riscaldamento di processo a combustibile come forni, riscaldatori e caldaie. I forni a combustione diretta, i tubi radianti e le caldaie ad alta temperatura funzionano con circa il 10-20% di aria di combustione in eccesso a fiamma alta per prevenire la formazione di pericolosi depositi di monossido di carbonio e fuliggine sulle superfici di scambio termico e all’interno dei tubi radianti. ”
Inoltre, come indicato nell’articolo del febbraio 2015 di Process Heating, “How Reducing Excess Combustion Air Helped One Industrial Plant”, scritto da M. Lampe, “L’aria di combustione in eccesso è definita come l’aria che non è necessaria per bruciare tutto il combustibile. L’aria in eccesso può ridurre l’efficienza della caldaia e del forno perché richiede energia per riscaldare l’aria in eccesso non utilizzata nel processo di combustione e la maggior parte di questo calore viene persa. Una migliore gestione dell’aria può portare a miglioramenti significativi. ”
È ben noto il consiglio del Dipartimento di energia degli Stati Uniti di impostare e controllare i livelli di aria in eccesso sui sistemi di combustione. Tuttavia, l’attività regolare di controllo e messa a punto dei bruciatori rimane ancora un’opportunità di miglioramento in una parte considerevole dell’industria.
Il seguente consiglio di Jeff Ryan, presidente di H.E.A.T. Combustion Solutions LLC (Partner di Eurotherm by Schneider Electric) descrive i passaggi necessari per eseguire la messa a punto del bruciatore. I suoi consigli pratici per la messa a punto dei bruciatori a gas naturale comprendono:
Storicamente, tutte queste informazioni venivano acquisite nel registro di un tecnico (su carta) e poi inserite in un foglio excel per creare record storici, ha osservato Ryan. Alcuni fornitori di controlli di combustione stanno sviluppando una soluzione online per digitalizzare l’intero processo. L’obiettivo di una soluzione online è essere in grado di prevedere con precisione la prossima data migliore per ottimizzare il sistema al fine di ottimizzare l’utilizzo di energia.
Una soluzione online come questa fa parte di Industrial Internet of Things (IIoT). La tecnologia IIoT può aiutare a controllare l’eccesso di aria di combustione ai livelli desiderati. Allora perché IIoT e sistemi di bruciatori?
Le soluzioni di automazione integrate in passato spesso funzionavano con una mentalità di tipo “rip-and-replace”. Per contro, l’IIoT guarda all’utilizzo di soluzioni tecnologiche attorno a risorse esistenti, secondo l’articolo di Process Heating del giugno 2016, “Industry 4.0 + IIoT = Smart Industrial Ovens & Furnaces”, di P. Sherwin.
L’IIoT è abilitato dalle principali trasformazioni tecnologiche:
In genere, il prezzo di questo tipo di soluzioni si basa su un utilizzo continuo piuttosto che un investimento di capitale una tantum. Questo sposta quindi le discussioni sugli investimenti, non si tratta più di spese in conto capitale, ma piuttosto diventano parte del budget operativo.
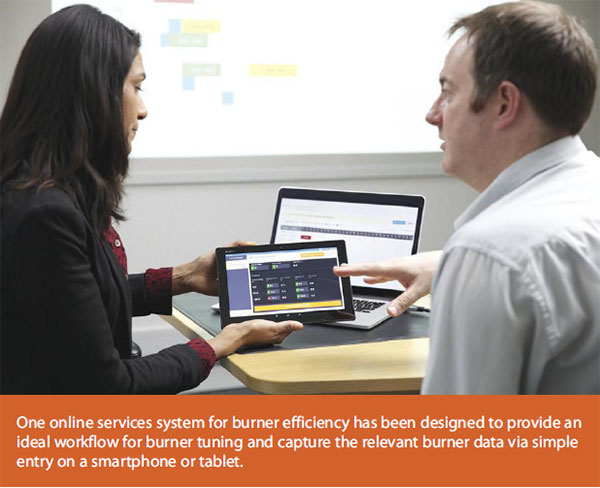
In consultazione con gli esperti del settore assistenza, è stato sviluppato un sistema basato su IIoT per l’efficienza del bruciatore. È progettato per fornire un flusso di lavoro ideale per la messa a punto del bruciatore e per acquisire i dati relativi al bruciatore tramite una semplice immissione su uno smartphone o un tablet. Un codice QR ad accesso rapido viene stampato alla fine della regolazione del bruciatore e applicato vicino al sistema del bruciatore. Ciò consente al personale dell’impianto di eseguire la scansione di questo codice in qualsiasi momento con un dispositivo intelligente per ottenere una vista delle ultime prestazioni registrate di ciascun bruciatore.
I dati della configurazione e regolazione del bruciatore possono anche essere utilizzati per definire la data corretta per la messa a punto in base alle caratteristiche di deriva di ciascun bruciatore. L’analisi dei dati può anche evidenziare quando devono essere intraprese attività di manutenzione più estese sul sistema di combustione. Sfruttando l’analisi e l’apprendimento automatico e collegandoli con una soluzione di pianificazione, è possibile ottenere una soluzione integrata.
Cos’è l’apprendimento automatico? La definizione accettata è: “abilità delle macchine (intese come computer) di apprendere senza essere state esplicitamente e preventivamente programmate.”. Digitalizzando i dati del bruciatore e acquisendo i dettagli “come trovato” e “come lasciato” della configurazione, per un periodo di tempo definito, queste informazioni possono essere analizzate automaticamente e possono essere rilevati i pattern. Il sistema può quindi riconoscere le deviazioni dai normali schemi di deriva e fornire avvisi istantanei quando si verificano situazioni insolite o anomale. Questo sollecita quindi un’ispezione più dettagliata del sistema del bruciatore.
In conclusione, l’ottimizzazione del bruciatore e l’uso efficiente dell’energia dovrebbero essere un’attività continua per garantire che l’energia non venga sprecata e che i profitti siano massimizzati. E’ possibile sfruttare le soluzioni IIoT a basso costo – abilitate dai dispositivi mobili, dal cloud e dall’analisi – per eseguire in modo efficiente la configurazione del bruciatore e la manutenzione continua, nonché monitorare e confrontare le tendenze per avvisare quando è richiesta una manutenzione più dettagliata.
Articolo apparso per la prima volta nella rivista Process Heating, agosto 2017.
Scritto da Peter Sherwin, global heat treatment business leader, e Joe Clarke, business development manager heat treatment, presso Eurotherm by Schneider Electric.
Letture Aggiuntive
> Approfondimenti sul Trattamento Termico
> Lavorazione dei Materiali
> Regolamentazioni nell’Industria del Trattamento Termico

> Scopri le nostre Soluzioni per il Trattamento Termico




Strumento di selezione dei prodotti
Il nostro strumento ti aiuterà a trovare il prodotto più adatto alle tue esigenze
Accedi allo strumento di selezione dei prodottiContattaci