
Välkommen till Sweden-webbplats
Vi har upptäckt att du kanske föredrar Global-webbplatsen. Använd språkmenyn ovan för att ändra ditt val om det behövs
Go to Global
Välkommen till Sweden-webbplats
Vi har upptäckt att du kanske föredrar Global-webbplatsen. Använd språkmenyn ovan för att ändra ditt val om det behövs
The three techniques noted below have achieved largely acceptable fuel/air mixing at reasonable cost:
In the face of varying pressures, non-linearity of valve flow coefficients etc none of the above can guarantee accurate tracking of the streams. Some energy loss due to excess air or excess fuel have traditionally been tolerated in exchange for lower priced, simpler control equipment. You should review this cost trade-off arithmetic as energy prices change.
Where the mass-flow true ratio system is used for fuel/air mixing the system is as in the liquid blending system described below.
Mixing and blending two liquids. Fig 1 shows two streams, wild flow F1 and controlled flow F2 that converge to make the blended flow (the wild flow may be controlled somewhere upstream and is not necessarily wild). The controller’s job is to drive F2 to a value that assumes the chosen preset ratio to F1.
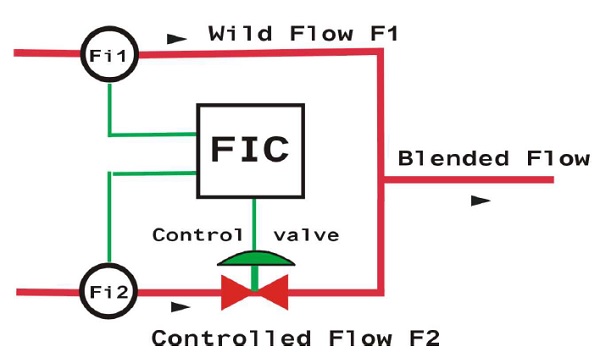
Flow controller FIC needs a set point from which to control F2. It uses the signal from flow transmitter Fi1 representing flow F1. An adjustable fraction of this signal is used as a set point so that the controller can move the control valve to hold the two flows to the same ratio in the face of wild upstream pressures and any flow restrictions.
Adding modifiers to plastics. A wide variety of additives find their way into the virgin polymer stream to aid the extrusion or molding process and to meet the specifications of the final product.
They usually come in powder or granular form so they are not amenable to liquid blending techniques. Gravimetric (loss of weight) feeders (hoppers) that deliver simultaneously the additives and the polymer, are usually the most consistent and accurate.
The feeders’ weights are continuously monitored and they need to re-filled periodically depending on the feed-rate and the size of the hopper. Refilling is usually achieved from a refill hopper directly above the feeder to drop material into it as required. Although the feeder maintains a continuous feed into the extruder, it must be refilled peroidically and uses computer control to take acount of the continuous weight-loss feed to the extruder during a refill (whereas the feeder is actually gaining weight).
Competing claims are made for the system of augers delivering additives directly into the extruder between the main hopper and the barrel. This volumetric delivery depends on the bulk density being consistent or taken into account. Bulk density can vary with size and shape of pellets and powder grains.
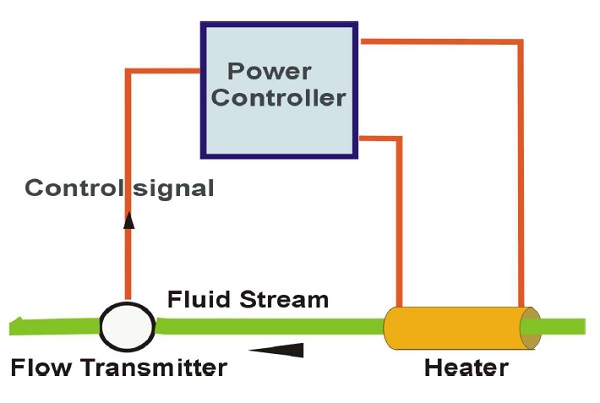
Fig 2. Open loop control system
Matching Power to Material Flow. Fig 2 shows an open loop control system that keeps a fixed ratio between fluid flow and heater power delivered to the fluid. Its performance depends on linearity of the flow transmitter signal and a linear delivery of ouput power from the controller in obeying this signal.
The fluid stream is the wild flow here – it can do what it likes and power will respond. This arrangement will keep the fluid exit temperature reasonably constant, given a stable inlet temperature. It can therefore
be used as the feedforward component of a temperature control loop, relieving the temperature controller of the job of chasing wild temperature swings.
Adapted from an article originally written by Arthur Holland, Holland Technical Skills, for Eurotherm.




Contact Us