
Välkommen till Sweden-webbplats
Vi har upptäckt att du kanske föredrar Global-webbplatsen. Använd språkmenyn ovan för att ändra ditt val om det behövs
Go to Global
Välkommen till Sweden-webbplats
Vi har upptäckt att du kanske föredrar Global-webbplatsen. Använd språkmenyn ovan för att ändra ditt val om det behövs
Annealing is a process in which metals, glass and other materials are treated to render them less brittle and more workable. Continuous steel annealing subjects rolled strip product to a sequence of furnaces to elevate and profile the strip temperature according to grade and dimension. The end result is an increased ductility and removal of strains that lead to failures in service.
Figure 1 shows the linear nature of a continuous annealing line. Because the overall length of strip in the furnace system is a few kilometers long, the furnaces are vertical, with the strip making several traverses within each furnace.
Continuous annealing lines have the following features:
Accumulators provide storage areas between static steel coils (‘unwinding’ at entry end and ‘winding up’ at the exit end) and continuous strip running through the furnace sections. As the empty feed coil is stopped, replaced with a new full coil and both strips welded together, the entry accumulator unwinds to provide continuous strip. Similarly, the exit accumulator winds up while the full take-off coil is unloaded at the exit end.
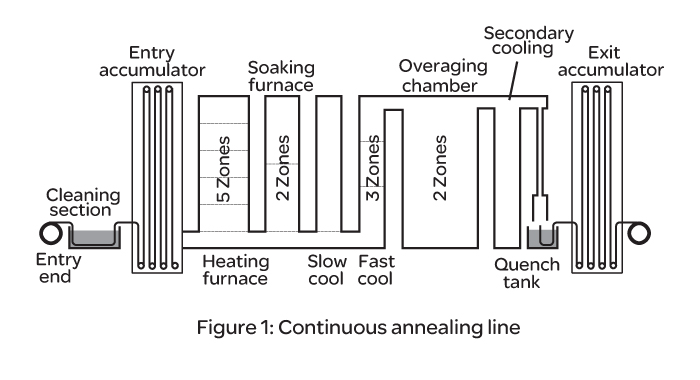
Furnaces are necessary to give steel the desired properties by heating to particular temperatures and profiles thereby determining the grain structure within the metal, and to prepare for further processing such as galvanizing.
In the heating furnace, the cold strip is heated to the highest temperature of the annealing profile. Because of the danger of oxygen contamination and flame length hotspots, the heat is radiated to the strip using ceramic radiant tubes, themselves fired by gas.
The soaking furnace is required to maintain strip temperature and is electrically heated.
The first of the primary cooling sections is the slow cooling chamber, where two variable speed blowers circulate the atmosphere gas through two water-cooled heat exchangers. The second of the primary cooling sections is the fast cooling chamber, where the strip is cooled by a variable speed fan and the cooling length is determined by the positions of three dampers along its vertical length. This chamber is also split vertically for temperature profile control across the width of the strip using a scanning pyrometer.
The overaging chamber provides electrical heating to maintain the strip at an intermediate temperature.
The secondary cooling section cools the strip by variable speed cascaded fans blowing recirculation atmosphere gas cooled by water-cooled heat exchangers.
Final cooling is achieved by spraying and immersion in water.
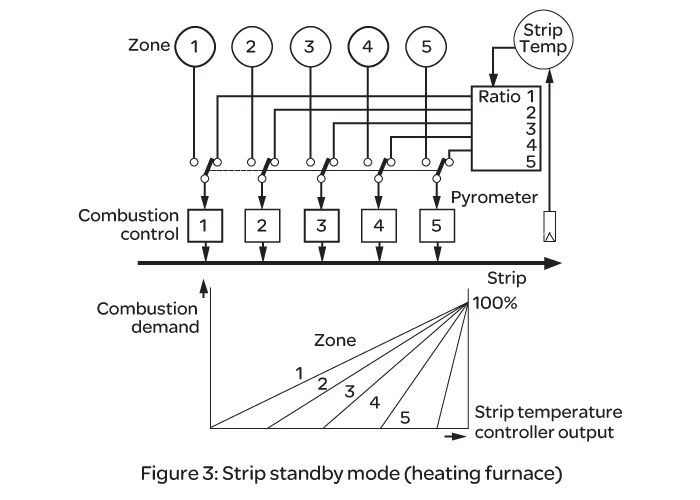
It is desirable for productivity to maintain strip movement through the furnaces at all times. However, it is inevitable that faults occur and the strip stops. At this stage, there is a risk of the strip being overheated and breaking, causing major disruption.
The control system, therefore, looks ahead and takes action at low line speed, line deceleration and line stop. These essential actions are to minimise the heating furnace firing and maintain atmosphere gas pressure due to the cooling strip.
To prevent oxidation of the strip, the atmosphere around the strip inside the furnaces is a controlled mixture of H2 and N2 (cracked ammonia NH3 providing 5% H2 and 95% N2) although hydrogen only is sometimes used. The furnaces themselves are sealed gas tight and each of them is maintained under slight positive pressure.
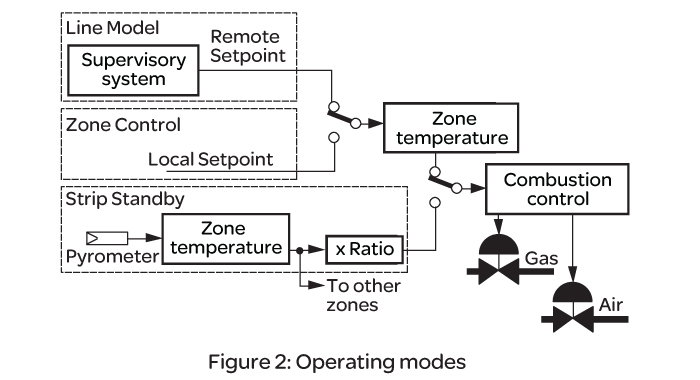
The plant has three normal modes of operation illustrated in Figure 2.
In line model mode, the modeling supervisory system provides speed, tension, zone temperature and damper setpoints plus other outputs based on the current strip gauge, width and temper. The supervisory system calculates and optimizes controller setpoints and uses feedback and feedforward to modify the various algorithms. For example, if a newly loaded coil is wider and heavier than the current strip, the modeling database predicts (from weld detectors) when the new strip will enter the heating furnace. It therefore increases furnace zone temperature setpoints in advance, but also increases line speed to ensure that the current strip does not overheat. When the current strip exits the hot furnaces, the speed is reduced to allow the new heavier strip a longer time in the heating furnace.
Galvanizing is the practice of immersing clean, oxide-free iron or steel into molten zinc in order to form a zinc coating that is metallurgically bonded to the iron or steel’s surface. The zinc coating protects the surface against corrosion by:
Even if the surface becomes scratched and the base metal is exposed, the zinc is slowly consumed while the iron or steel remains protected from corrosion.
Galvanizing consists of four fundamental steps:
The hot dip galvanizing process, illustrated in Figure 4, is adaptable to coating nearly all types of fabricated and non-fabricated products such as wire, sheets, strip, pipes, tubes, etc. This process uses control features very similar to those used in the continuous annealing process, where the major control areas are:




Contact Us