Iron and Steel Foundries
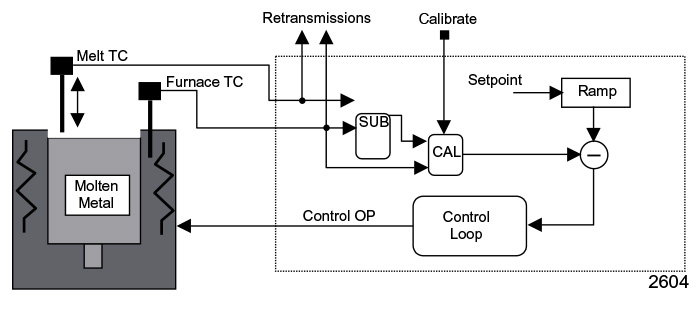
In iron and steel foundries, where continuous casting furnaces are used. It is essential to ensure, that before the casting process commences the melt temperature of the metal is within a predefined a temperature band. In most furnaces it is not practicable, due to the high temperature and corrosive nature of the materials to place a thermocouple permanently in the melt.
In practice, the furnace is heated up using either resistive or induction heaters. The control thermocouple is usually placed in the wall of the furnace and is connected to a temperature controller, which then regulates the power to a heater via a thyristor or contactor switch. When the furnace wall has been up at temperature for enough time to allow the melt temperature to stabilise the operator dips a thermocouple into the melt and depending upon the temperature reading, decides whether or not to start the casting process. Often due to the physical size and insulation characteristics of these furnaces, large temperature differentials between the melt and wall thermocouples exist.

 Regolatore di Processo/ Programmatore Avanzato 2604
Regolatore di Processo/ Programmatore Avanzato 2604 


