
Hai bisogno di aiuto per scegliere il prodotto giusto?
Il nostro strumento ti aiuterà a trovare il prodotto più adatto alle tue esigenze
Accedi allo strumento di selezione dei prodottiBenvenuto sul sito Italiano
Abbiamo rilevato che potresti preferire il sito Global. Se necessario, utilizza il menu a tendina delle lingue per modificare la scelta.
I forni a pozzo sono necessari per riscaldare e portare i lingotti a una temperatura uniforme sufficiente per consentirne il passaggio attraverso le varie fasi di laminazione nel laminatoio.
L’acciaio utilizzato in questi forni a pozzo può presentarsi sotto forma di lingotti caldi provenienti da un impianto BOS, nastri caldi per tubi (lastre o sbozzi di fusione) da un impianto CONCAST o materiale freddo.
Le fasi di laminazione possono essere diverse a partire dal laminatoio primario e secondario fino a impianti di scriccatura, sbozzatura, laminatoi intermedi e di finitura.
Poiché i lingotti vengono introdotti nei laminatoi ogni pochi minuti mentre i cicli di riscaldamento e immersione richiedono ore (i lingotti pesano diverse tonnellate), sono necessari molti forni a pozzo per garantire ai laminatoi una disponibilità di materiale per 24 ore al giorno.
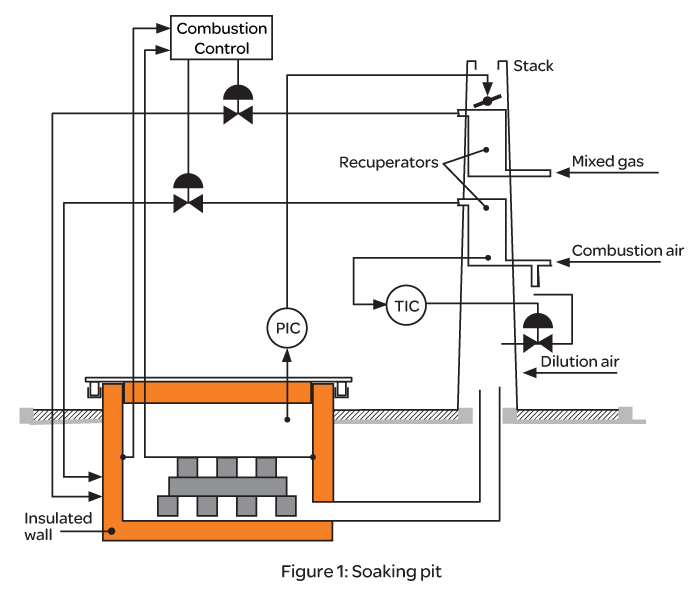
Con forno a pozzo, si veda la figura 1, si intende una camera isolata termicamente dotata di un coperchio superiore scorrevole per l’aggiunta o la rimozione di lingotti. Il forno è alimentato a gas e pertanto i requisiti di controllo continuo riguardano la temperatura, il flusso di gas, il flusso dell’aria e la pressione del forno. Un ulteriore controllo potrebbe riguardare la diluizione del gas di scarico con aria al fine di garantire la massima protezione del recuperatore e potrebbe comprendere la logica di spegnimento in caso di sovratemperature e pressioni ridotte. (Figura 1 Forno a pozzo)
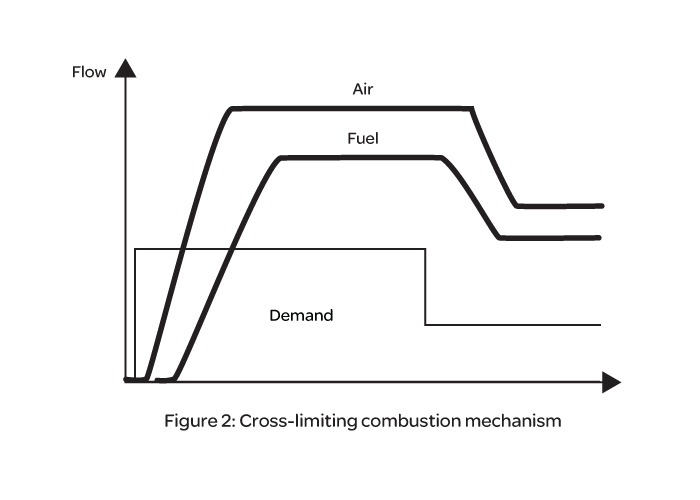
Una tecnica di controllo della combustione a limitazione incrociata garantisce la presenza costante di un rapporto efficiente tra aria e combustibile durante un processo di combustione. Questo si ottiene aumentando sempre il flusso di aria prima di consentire l’aumento del flusso di combustibile, come indicato nella figura 2, o riducendo il flusso di combustibile prima di consentire il calo del flusso di aria. Nell’implementazione viene quindi utilizzata una combinazione di moduli di selezione alti e bassi.
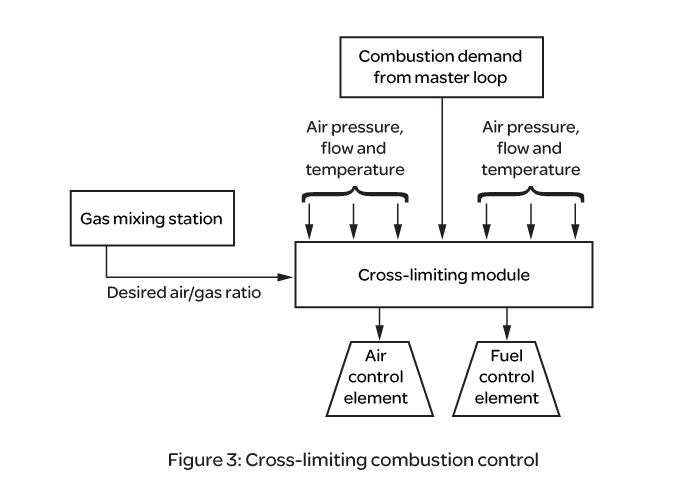
La figura 3 mostra un diagramma di blocco di controllo semplificato per il circuito di combustione a limitazione incrociata. In questo schema può inoltre essere inserita un’accensione combinata di due combustibili.(Figura 2 Meccanismo di limitazione incrociata della combustione)
I forni a pozzo utilizzano di norma due termocoppie, una in prossimità della parete del bruciatore e l’altra in corrispondenza della parete opposta. L’operatore può scegliere, anche automaticamente, che sia la più alta a generare la richiesta di combustione del modulo di controllo. (Figura 3 Controllo della combustione a limitazione incrociata)
Il controllo di combustione a limitazione incrociata è molto efficace e può facilmente fornire:
Il controllo di combustione a limitazione incrociata doppia rappresenta un controllo più avanzato rispetto al precedente. Si ottiene applicando limiti dinamici aggiuntivi ai setpoint di aria e combustibile. Questo significa che il reale rapporto aria/combustibile viene mantenuto costante entro un range predefinito durante i passaggi. Con questo metodo si evita che il segnale della domanda abbassi troppo il rapporto aria/combustibile, riducendo di conseguenza l’ingresso di calore.
I requisiti di immersione dei lingotti all’interno di un forno variano a seconda della massa di carico totale e del ciclo termico. che viene calcolato dal sistema di supervisione e una serie di profili viene scaricata nel regolatore della temperatura per l’impostazione delle temperature target e delle velocità di rampa. Una volta scaricati questi profili, la strumentazione front-end conserva il profilo senza alcun ulteriore intervento da parte dell’operatore.
Il gas utilizzato nei forni a pozzo è una miscela di gas combustibili provenienti da altri reparti dell’acciaieria quali gas BOS, gas di altoforno e gas di forno a coke. Nella stazione di miscelazione dei gas, questi gas vengono miscelati con diversi rapporti a seconda della disponibilità. Per questo motivo il valore calorifico del gas misto è variabile. Per calcolare l’indice di Wobbe dalla gravità specifica si utilizza uno spettrometro di massa. Il fattore di correzione del rapporto risultante relativo a una combustione ottimale viene quindi inserito nel modulo di controllo della combustione.




Strumento di selezione dei prodotti
Il nostro strumento ti aiuterà a trovare il prodotto più adatto alle tue esigenze
Accedi allo strumento di selezione dei prodottiContattaci