
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the Global Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
I receive many questions asking about the cost difference between heat treatment processes – to help explain this we need to know some of the material property differences achieved by the two processes stated above – I have referenced a simple graph (below) that is from one of Dan Herring’s blogposts on the Industrial Heating website (www.industrialheating.com).
The graph illustrates that some Nitrided steels have a higher surface hardness than Carburized steels but a lower overall total case-depth. The higher hardness comes from combining Nitrogen and alloying elements in the steel and usually for straight Nitriding you would use what is termed as an alloyed steel. For Carburized steels you would normally use a lower alloy steel (unless Vacuum or Low Pressure carburizing).
Typically the higher the alloy content of the steel, the higher the cost of the base material. The Nitriding process CAN be a more costly process to run based on batch processing and long cycle times. However, other benefits of the Nitrided process such as lower temperature giving less distortion, additional strength properties from an alloyed steel, higher hardness (can lead to higher wear resistance) and other material properties can help to offset these costs.
For basic components that require some improvement in material properties, generally the lower cost treatments are to harden and temper (through harden) or carburize to shallow depths. However, engineered components require more sophisticated processing that may result in additional costs but as previously explained this is more than offset by the increase in the material properties that result from the treatment.
Please see below the graph of Hardness versus Case Depth – this is from Dan Herring’s blogposts in Industrial Heating (see reference below). HRc 60 is a hardness measurement on the Rockwell C scale, typically this value is the benchmark for a carburized steel, I remember when I started out in heat treatment we would sometimes use ‘hardened metal files’ and rub these across a surface of the carburized steel to check if the steel had sufficient hardness (file would polish) or if the surface was poorly treated and had low surface hardness, the file would scratch/dig-in to the surface of the steel.
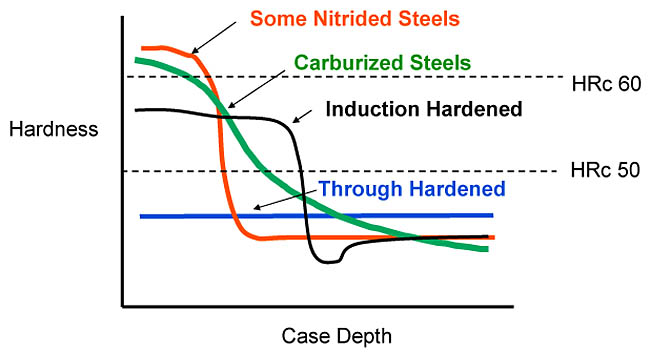
Figure 5. Typical gear tooth hardness profiles[2]
A Pictorial Comparison of Nitriding and Carburizing
by Daniel H. Herring
May 12, 2010

> Discover our Heat Treatment solutions today




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us