
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the Global Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
Both globalization and protectionism forces — with varying impacts in different regions of the world — are creating instability and uncertainty about the future cost of energy in all regions. For instance, U.S. energy prices have seen a dramatic change over the past couple of years. While the current pricing is an advantage for companies using thermal processing technologies, with global energy use set to increase and the potential for artificial methods of controlling supply, it is possible that a swing back to higher pricing may occur in the future. Th is will ultimately impact the ongoing profitability of businesses, especially those in the energy-intensive process industries.
Because energy use can total 10 percent or more of the entire cost of running a process in energy-intensive industries, process heating equipment users must optimize energy use in existing processes. Ultimately, this can help reduce the overall cost of energy and minimize the impact of any future increases in energy costs.
Initially, high capital-expenditure costs for large equipment such as furnaces and ovens result in depreciation costs typically hitting the business for periods of five to 10 years. During this time period, any further capital expenditure to optimize the processing costs usually are restricted unless there is a strong payback case for the investment. And, due to the current lower energy prices, these current payback periods often are extended.
To minimize the risks associated with future energy-price fluctuations, organizations need to reduce the current costs associated with process heating. In the same sense, however, there also is potential limited access to funding for the investment in the latest energy-efficient burner systems and associated control technology. This said, this article presents an alternative solution to tackle energy use in existing installations.
A focus on the ongoing maintenance of existing combustion installations for gasfired ovens and furnaces can result in reducing energy consumption and lowering energy costs.
In a gas-fired oven combustion system, heat is generated through an exothermic reaction (a reaction where heat is given off) between hydrogen, carbon atoms and oxygen. Too much oxygen can make heating inefficient and can create NOX pollutants. Too little oxygen results in incomplete combustion, forming dangerous levels of carbon monoxide.
According to the August 2014 Process Heating article, “The Impact of Combustion Controls,” written by K. Huller, “When a burner is operating at the desired air/fuel ratio, it is said to be tuned. This is typically the point where the equipment operates at near peak efficiency, with the best possible emissions for the given burner, and where all of the fuel is consumed. …If not tested and maintained, combustion controls can cause a system to drift off-ratio.”
And, according to the U.S. Department of Energy’s “Process Heating Tip Sheet 2c,” “Periodic checking and resetting of air-fuel ratios for burners is one of the simplest ways to get maximum efficiency out of fuel-fired process heating equipment such as furnaces, ovens, heaters and boilers. Most high temperature, direct-fired furnaces, radiant tubes and boilers operate with about 10 to 20 percent excess combustion air at high fire to prevent the formation of dangerous carbon monoxide and soot deposits on heat transfer surfaces and inside radiant tubes.”
Further, as stated in the February 2015 Process Heating article, “How Reducing Excess Combustion Air Helped One Industrial Plant,” written by M. Lampe, “Excess combustion air is defined as any air that is not necessary to burn all of the fuel. Excess air can rob boiler and furnace systems of efficiency because it takes energy to heat the excess air not utilized in the combustion process, and most of this heat is lost up the stack. Better air management can lead to significant improvements.”
The straightforward advice from the U.S. Department of Energy to set and check excess air levels on burner systems is well known. However, the regular activity of checking and tuning burners still remains an opportunity for improvement across a sizeable chunk of industry.
The following advice from Jeff Ryan, president of H.E.A.T. Combustion Solutions LLC (a Eurotherm by Schneider Electric Partner organization) describes the steps needed to undertake burner tuning. His practical advice for tuning natural- gas-fired burners includes:
Historically, all this information was captured in a technician’s logbook (basic pen/paper) and then entered into an excel sheet to create historical record, Ryan noted. Some combustion controls suppliers are developing an online solution to digitize the entire process. The goal of an online solution is to be able to accurately predict the next best date to tune the system in order to optimize energy usage.
An online solution such as this is part of the Industrial Internet of Things (IIoT). IIoT technology can help control excess combustion air to desired levels. So why IIoT and burner systems?
Integrated automation solutions in the past often operated on a rip-and-replace mentality. By contrast, the IIoT looks at using technology solutions wrapped around existing assets, according the June 2016 Process Heating article, “Industry 4.0 + IIoT = Smart Industrial Ovens & Furnaces,” by P. Sherwin.
IIoT is being enabled by key transformations in technology:
Typically, these types of solutions are priced on an ongoing usage basis rather than a one-off capital investment. This then moves investment discussions from a capital-expenditure requirement to being part of the operational budget.
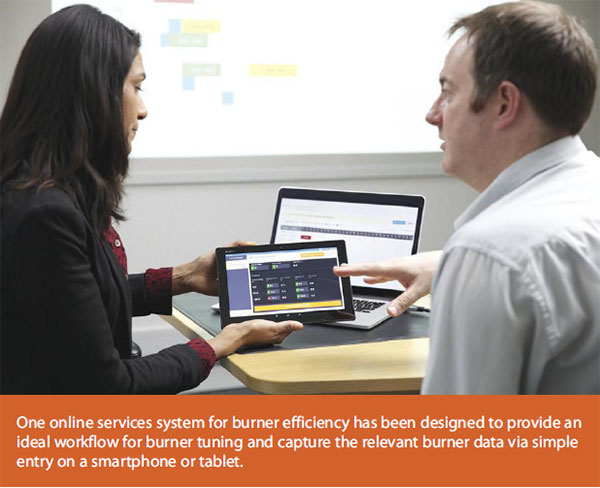
In consultation with service field experts, an IIoT-based system for burner efficiency was developed. It is designed to provide an ideal workflow for burner tuning and to capture relevant burner data via simple entry on a smartphone or tablet. A quick access QR code is printed at the end of the burner tuning and attached near to the burner system. This allows plant personnel to scan this code at any time with a smart device to get a view of the latest recorded performance characteristics of each burner.
The data from the burner setup and tune also can be used in defining the next best due date for tuning based upon the drift characteristics of each specific burner. Analyzing the data also can highlight when more extensive maintenance activities should be undertaken on the burner system. Leveraging analytics and machine learning, and linking them with a planning/ diary solution, provides an integrated solution.
What is machine learning? The accepted definition is: “A field of study that gives computers the ability to learn without being explicitly programmed.” By digitizing the burner data and capturing “as found” and “as left” burner details for setup characteristics, over a period of time, this information can be automatically analyzed and patterns detected. The system then can recognize deviations from the normal drift patterns and provide instant alerts when unusual or abnormal situations occur. This then prompts more detailed inspection of the burner system.
In conclusion, burner optimization and the efficient use of energy should be an ongoing activity to ensure energy is not wasted and profits are maximized. There is an opportunity to leverage inexpensive IIoT solutions — enabled by mobile devices, cloud and analytics — to efficiently undertake burner setup and ongoing maintenance as well as monitor and compare trends to alert when more detailed maintenance is required.
Article first appeared in Process Heating magazine, August 2017.
Written by Peter Sherwin, global heat treatment business leader, and Joe Clarke, business development manager heat treatment, at Eurotherm by Schneider Electric.
Additional Reading
To find out more information about the articles referenced in this article, please follow these links:
Huller, K., August 2014, “The Impact of Combustion Controls,” https://www.process-heating.com/articles/90432.
US Dept. Energy., October 2010, Process Heating Tip Sheet #2c, https://bit.ly/2ufFQpk.
Lampe, M., February, 2015 “How Reducing Excess Combustion Air Helped One Industrial Plant,” https:// www.process-heating.com/articles/90891.
Sherwin P., June 2016, “Industry 4.0 + IIoT = Smart Industrial Ovens & Furnaces,” https://www.processheating.com/articles/91580.

> Discover our Heat Treatment solutions today




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us