Willkommen zur German Website
Wir haben festgestellt, dass Sie möglicherweise die Global Seite bevorzugen. Bitte verwenden Sie die obige Auswahl, um Ihre Sprache bei Bedarf zu ändern.
Go to Global
- Produkte
- Lösungen
- Support
- Services
- Über uns
Willkommen zur German Website
Wir haben festgestellt, dass Sie möglicherweise die Global Seite bevorzugen. Bitte verwenden Sie die obige Auswahl, um Ihre Sprache bei Bedarf zu ändern.
Glühen nennt man den Prozess, bei dem Metall, Glas und andere Materialien weniger spröde und besser bearbeitbar gemacht werden. In einer Bandglühanlage für Stahl wird gewalzter Bandstahl durch eine Reihe von Öfen gefahren, um die Bandtemperatur entsprechend des Härtegrades und der Abmessung nach einem bestimmten Profil zu erwärmen. Das Ergebnis ist ein Anstieg in der Formbarkeit und das Entfernen von Spannungen, die in der späteren Bearbeitung zu Fehlern führen können.
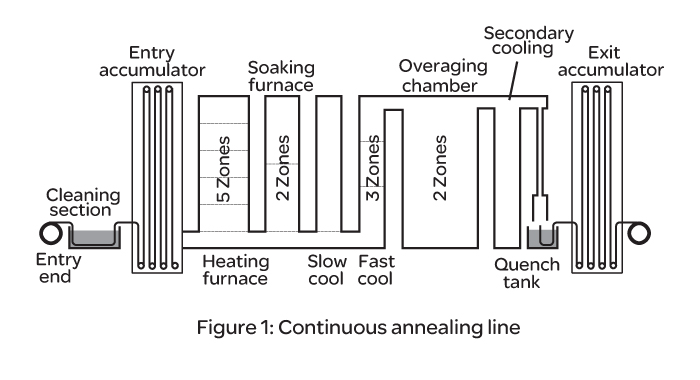
Abbildung 1 zeigt den linearen Aufbau einer Bandglühanlage. Da die Länge der Bänder in den Öfen mehrere Kilometer beträgt, sind die Öfen vertikal angeordnet. Die Bänder werden in den Öfen mehrmals umgelenkt.
Bandglühanlagen zeichnen sich durch folgende Funktionen aus:
 Akkumulatoren bieten Lagerbereiche zwischen statischen Stahlrollen (‚abwickelnd‘ am Eingang und ‚aufwickelnd‘ am Ausgang) und kontinuierlichem Stahlband, das durch die Öfen gezogen wird. Sobald eine leere Zufuhrspule gestoppt wird, wird diese durch eine neue, volle Spule ersetzt. Beide Enden werden zusammengeschweißt und der Eingangsakkumulator beginnt mit dem Abwickeln. Ebenso wickelt der Ausgangs-Akkumulator das Stahlband auf, bis die Spule voll ist. (Abbildung 1 Bandglühanlage)
Akkumulatoren bieten Lagerbereiche zwischen statischen Stahlrollen (‚abwickelnd‘ am Eingang und ‚aufwickelnd‘ am Ausgang) und kontinuierlichem Stahlband, das durch die Öfen gezogen wird. Sobald eine leere Zufuhrspule gestoppt wird, wird diese durch eine neue, volle Spule ersetzt. Beide Enden werden zusammengeschweißt und der Eingangsakkumulator beginnt mit dem Abwickeln. Ebenso wickelt der Ausgangs-Akkumulator das Stahlband auf, bis die Spule voll ist. (Abbildung 1 Bandglühanlage)
Öfen sind nötig, um dem Stahl die gewünschten Eigenschaften zu geben, indem es auf eine bestimmte Temperatur nach vorgegebenem Profil aufgeheizt wird. Dabei wird die Korngröße innerhalb des Metalls bestimmt und das Metall für weitere Verarbeitungsschritte, z.B. Galvanisierung, vorbereitet.
Im Vorheizofen wird das kalte Stahlband auf die höchste Temperatur des Glühprofils aufgeheizt. Da die Gefahr einer Sauerstoffverunreinigung und Flammenlängen-Hotspots besteht, wird die Wärme radial über das Band verteilt. Dazu dienen keramische Stahlrohre, die durch Gas befeuert werden.
Der Durchglühofen wird benötigt, um die Wärme des Bandes aufrecht zu erhalten. Dieser Ofen wird elektrisch beheizt.
Der erste der primären Kühlabschnitte besteht aus einer Kühlkammer zur langsamen Abkühlung. In dieser Kammer sitzen zwei Gebläse mit unterschiedlichen Geschwindigkeiten, die das Atmosphäregas durch wassergekühlte Wärmetauscher blasen. Der zweite Abschnitt der primären Kühlung besteht aus einer Kühlkammer zur schnellen Abkühlung. Das Band wird durch einen Lüfter mit veränderbarer Geschwindigkeit abgekühlt. Die Kühllänge wird durch die Positionen der drei Drosselklappen entlang der vertikalen Länge der Kammer bestimmt. Diese Kammer ist ebenso vertikal aufgeteilt, um eine Temperaturprofilregelung über die Bandbreite vorzunehmen. Zur Temperaturmessung wird ein Scan-Pyrometer verwendet.
Die Überalterungskammer wird elektrisch beheizt und hält das Stahlband auf mittlerer Temperatur.
Im zweiten Kühlabschnitt wird der Stahl durch eine Kaskadenschaltung von Lüftern mit unterschiedlichen Geschwindigkeiten abgekühlt. Die Lüfter verwenden das Atmosphärengas, das durch die Wärmetauscher abgekühlt wurde.
Die endgültige Abkühlung wird durch Aufsprühen und Eintauchen in Wasser erreicht.
Um die Oxidation auf dem Stahlband zu vermeiden, besteht die Atmosphäre innerhalb des Ofens aus einem Gemisch aus H2 und N2 (aufgespaltener Ammoniak NH3 liefert 5% H2 und 95% H2). In manchen Anwendungen wird jedoch nur Wasserstoff verwendet. Die Öfen selbst sind gegen Gasaustritt abgedichtet und stehen unter leicht erhöhtem Druck.
Aus Produktivitätsgründen ist es wünschenswert, die Bandbewegung zu allen Zeiten zu erhalten. Jedoch sind Fehler und somit der Stopp des Bandes nicht vermeidbar. In diesem Fall besteht das Risiko, dass das Band überhitzt und bricht, was einen größeren Ausfall zur Folge hat.
Aus diesem Grund arbeitet das Regelsystem vorausschauend und reagiert auf zu geringe Bandgeschwindigkeiten, Verlangsamung der Anlagengeschwindigkeit und Anlagenstopp. Notwendige Maßnahmen sind die Minimierung der Heizöfenbefeuerung und Aufrechterhaltung des Gasdrucks infolge des abkühlenden Bandes.
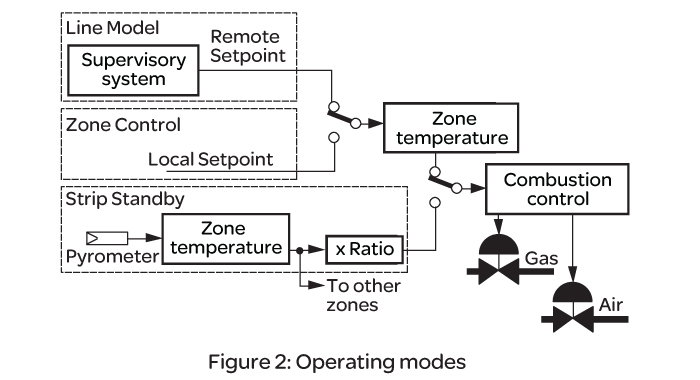
Die Anlage hat drei Betriebsarten, die in Abbildung 2 dargestellt sind.
 Im Line-Model-Modus liefert das modellierende Leitsystem die Geschwindigkeit, Tension, Zonentemperatur und Drosselklappen-Sollwerte plus weitere Ausgänge basierend auf der aktuellen Banddicke, Breite und Zusammensetzung. Das Leitsystem berechnet und optimiert die Reglersollwerte und verwendet Rückführung und Feedforward zur Modifizierung der verschiedenen Algorithmen. Ist z.B. eine neu geladene Spule breiter und schwerer als die aktuelle Spule, ‚plant‘ die modellierende Datenbasis den Eintritt des Bandes in den Heizofen (aufgrund von Schweißnahtdetektoren). Schon vorher wird die Temperatur dieser Ofenzone erhöht. Zugleich wird jedoch die Bandgeschwindigkeit ebenso erhöht, dass das aktuelle Band nicht überhitzt wird. Läuft das aktuelle Band aus den Heizöfen, wird die Geschwindigkeit des Bandes wieder verringert, damit das nachfolgende, schwerere Band genügend Zeit zum Durchglühen hat.(Abbildung 2 Betriebsarten)
Im Line-Model-Modus liefert das modellierende Leitsystem die Geschwindigkeit, Tension, Zonentemperatur und Drosselklappen-Sollwerte plus weitere Ausgänge basierend auf der aktuellen Banddicke, Breite und Zusammensetzung. Das Leitsystem berechnet und optimiert die Reglersollwerte und verwendet Rückführung und Feedforward zur Modifizierung der verschiedenen Algorithmen. Ist z.B. eine neu geladene Spule breiter und schwerer als die aktuelle Spule, ‚plant‘ die modellierende Datenbasis den Eintritt des Bandes in den Heizofen (aufgrund von Schweißnahtdetektoren). Schon vorher wird die Temperatur dieser Ofenzone erhöht. Zugleich wird jedoch die Bandgeschwindigkeit ebenso erhöht, dass das aktuelle Band nicht überhitzt wird. Läuft das aktuelle Band aus den Heizöfen, wird die Geschwindigkeit des Bandes wieder verringert, damit das nachfolgende, schwerere Band genügend Zeit zum Durchglühen hat.(Abbildung 2 Betriebsarten)
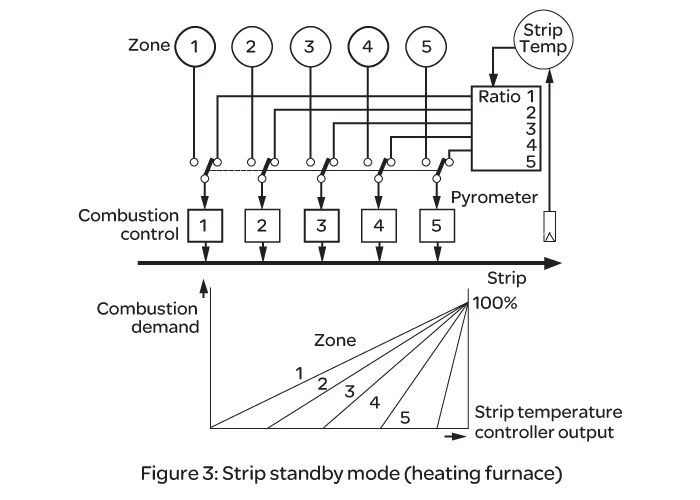
m Band-Standby-Modus werden die Regler für die Zonentemperatur nicht verwendet. Der Verbrennungsbedarf für jede Zone wird von dem nachfolgenden Regler für die Bandtemperatur berechnet (Abb. 3). In diesem Modus werden die Zonen von unterschiedlichen Startpunkten aus stufenweise erhöht, um eine weiche thermische Sprungantwort zu liefern.
 Im Zonenregelungsmodus werden die Regler für die Zonentemperatur mit lokalen Sollwerten verwendet.
Im Zonenregelungsmodus werden die Regler für die Zonentemperatur mit lokalen Sollwerten verwendet.
Die Auswahl der Betriebsart wird vom Bediener für jeden Ofen bestimmt. Unter manchen Umständen sind jedoch sofortige Aktionen unumgänglich. Fällt z.B. die Bandgeschwindigkeit unter einen Grenzwert, wird automatisch ‚Band Standby‘ erkannt, da das Pyrometer keine repräsentativen Messwerte mehr liefert. Entweder werden die Sollwerte der Zonenregler herabgesetzt (wenn im Line-Model-Modus) oder die Regler werden auf einen abgesenkten Sollwert umgeschaltet (wenn im Zonenregelungsmodus). (Abbildung 3 Band-Standby-Modus (Vorheizofen))
Bei der Galvanisierung wird sauberes, oxidfreies Eisen oder Stahl in flüssiges Zink eingetaucht. Dabei bekommt das Metall eine Zinkummantelung, die metallurgisch mit der Oberfläche des Eisens oder Stahls verbunden ist. Die Verzinkung schützt die Oberfläche vor Korrosion, indem sie:
Selbst wenn die Oberfläche angekratzt wird und das Basismetall durchkommt, bleibt das Eisen oder der Stahl gegen Korrosion geschützt, während das Zink langsam verbraucht wird.
Jede Galvanisierung besteht aus vier Schritten:
 Der Prozess der Feuerverzinkung (dargestellt in Abbildung 4 Galvanisierungsanlagen) ist für nahezu alle bearbeiteten und nicht bearbeiteten Produkte wie Kabel, Bleche, Bänder, Rohre usw. verwendbar. Bei diesem Prozess kommen Regelfunktionen zur Anwendung, die denen der Bandglühanlagen gleichen. Die Hauptregelbereiche sind:
Der Prozess der Feuerverzinkung (dargestellt in Abbildung 4 Galvanisierungsanlagen) ist für nahezu alle bearbeiteten und nicht bearbeiteten Produkte wie Kabel, Bleche, Bänder, Rohre usw. verwendbar. Bei diesem Prozess kommen Regelfunktionen zur Anwendung, die denen der Bandglühanlagen gleichen. Die Hauptregelbereiche sind: