
Willkommen zur German Website
Wir haben festgestellt, dass Sie möglicherweise die Global Seite bevorzugen. Bitte verwenden Sie die obige Auswahl, um Ihre Sprache bei Bedarf zu ändern.
Go to Global
- Produkte
- Lösungen
- Support
- Services
- Über uns
Willkommen zur German Website
Wir haben festgestellt, dass Sie möglicherweise die Global Seite bevorzugen. Bitte verwenden Sie die obige Auswahl, um Ihre Sprache bei Bedarf zu ändern.
Hochöfen produzieren das Rohmaterial zur Herstellung von Stahl. Eisen, das im Hochofen hergestellt wird, enthält einen hohen Anteil an Kohlenstoff, in der Regel 4%. Es enthält jedoch keinerlei Zusatzstoffe, die erforderlich sind, um dem Stahl seine besonderen Eigenschaften zu geben.
Die Frühzeit der Eisenherstellung
Die Rohstoffe zur Eisenherstellung, Eisenerz, Kalkstein und Koks, fanden sich in der Regel in der Nähe der Gießerei. Eisenerzablagerungen in den Walisischen Bergen, die überirdisch sichtbar waren und abgebaut werden konnten, waren als Flickmasse bekannt.
Zum Schmelzen des Eisenerzes wurde viel Wärme und ein Ofen benötigt, in dem das Material den hohen Temperaturen standhalten konnte. Die ersten Öfen bestanden aus Stein und waren mit Brandziegeln ausgekleidet. Das rohe, geschmolzene Eisen sammelte sich am Boden des Ofens und wurde in Behältern namens Massel abgelassen. Der Ausdruck Roheisen(massel) wird auch heute noch bei der Stahlherstellung verwendet.
Das Prinzip der Eisen- und Stahlherstellung hat sich kaum verändert. Sehr viel größere, moderne Hochöfen beinhalten lediglich deutlich mehr automatische Regelung, um die Ofenleistung und -effizienz zu steigern.
Konstruktion eines Hochofens
Während der 1950er und Anfang der 1960er schnitten die Hochöfen in UK im Vergleich zu jenen in anderen Ländern gut ab. Die Gestelldurchmesser lagen damals bei 8–9,5 Metern mit Kapazitäten von 1.800 bis 2.000 Tonnen pro Tag und einem Arbeitsvolumen von ca. 1.500 m.
Die Produktivität des Hochofens wurde ausgedrückt in:
Leistung (Tonnen/Tag)
Arbeits-Volumen (m³)
Bei Anwendung der obigen Zahlen ergibt sich ein Produktivitätsfaktor von 1,3 bis 1,5.
Mitte der 1960er hatten die Japaner große Fortschritte im Design von Hochöfen erzielt. Die tägliche Leistung konnte von 3.000 auf über 11.000 Tonnen gesteigert werden, der Gestelldurchmesser auf 14 Meter und das Arbeitsvolumen auf 4.000–5.000m³. Die Produktivitätsfaktoren für jene Öfen lagen bei 2,0–2,5.
Vergleicht man diese Zahlen mit UK so wird deutlich, dass eine Steigerung des Gestell-durchmessers von 8 auf 14 Metern die Ofenproduktivität nur um ca. 50% erhöhte.
Besseres Verständnis der Auswirkungen anderer Parameter bei der Herstellung von Eisen trug dazu bei, die Produktivität und Effizienz deutlich zu steigern. Beispiele:
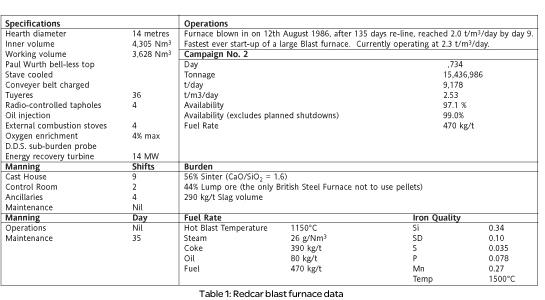
UK hat sich tendenziell dagegen entschieden, dem japanischen Vorbild größerer Öfen zu folgen, doch British Steel in Redcar verfügt mit 14 Metern über den größten Ofen in UK. Mit einer Nennleistung von 10.000 Tonnen/Tag konnten hier sogar 11.135 Tonnen/Tag produziert werden. Die Verfügbarkeit dieses Ofens liegt bei 97,1% mit geplanten Betriebsunterbrechungen bzw. 99,9%, wenn diese geplanten Unterbrechungen nicht einbezogen werden.
Öfen in UK sind zwar deutlich kleiner als die japanischen, sind diesen in ihrer Effizienz jedoch sehr ähnlich. Tabelle 1 zeigt die technischen Details des Ofens in Redcar, der im Vergleich zu den japanischen, koreanischen, deutschen und italienischen Öfen gut abschneidet.
Chemische und physikalische Aspekte der Eisenherstellung
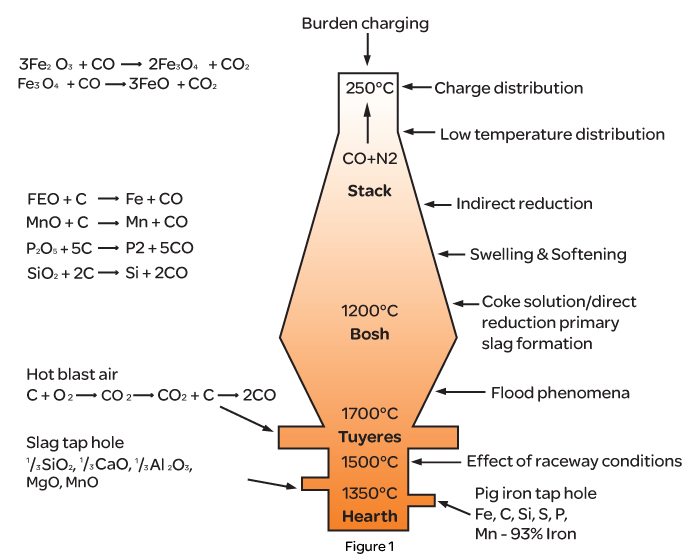
 Abbildung 1 zeigt eine schematische Darstellung eines Hochofens und zeigt die chemischen Reaktionen, die in jedem Bereich stattfinden. Dieser Abschnitt erläutert die physikalischen Eigenschaften der Werkstoffe in jeder Phase der Eisenherstellung und befasst sich mit den Bedingungen, die die chemischen Reaktionen begünstigen.
Abbildung 1 zeigt eine schematische Darstellung eines Hochofens und zeigt die chemischen Reaktionen, die in jedem Bereich stattfinden. Dieser Abschnitt erläutert die physikalischen Eigenschaften der Werkstoffe in jeder Phase der Eisenherstellung und befasst sich mit den Bedingungen, die die chemischen Reaktionen begünstigen.
Überwachung des Möllerdurchlaufs
Der Ofen wird mit Sinterlingen und Stückerz (eisentragende Werkstoffe), Flussmitteln und Koks beschickt. Die Werkstoffe werden in der Regel durch einen rotierenden Trichterverteiler und ein zwei-Hauben-System beschickt, obwohl viele moderne Öfen mit dem glockenlosen Gichtverschluss „Bell Less Top®“ von Paul Wurth ausgestattet sind, der eine rotierende Schurre einsetzt. Die korrekte Verteilung im Ofen wird durch die Regelung der Zufuhrrate und die Abfolge, in der die Werkstoffe zugeführt werden, gesteuert.
An der Oberseite des Hochofenschachts läuft die indirekte Reduktion des Eisenerzes durch Kohlenmonoxid ab:
Das eisentragende Erz und die Pellets werden dann bei niedrigen Temperaturen zerlegt. Dabei wird die Partikelgröße aufgespalten. Bei einigen Güteklassen von Erz kann diese zu einer großen Menge von Feinerz führen, das die aerodynamischen Eigenschaften im Schacht beeinträchtigt. Das Material kann sich verflüssigen, sodass der Ofen nicht mehr effizient „angetrieben wird“ und die Leistung sinkt.
An der Unterseite des Ofens liegen die Schachttemperaturen bei über 900–1000°C und das eisentragende Material kann anschwellen und wiederum zu einem Leistungsabfall führen, besonders bei der Verwendung von Sinterlingen.
Wenn das Eisen heiß genug ist, um es zu erweichen, beginnen zwei weitere Reaktionen: der Verlust der Kohlenstofflösung

und die direkte Reduktion
Die besten Kokssatzbedingungen herrschen, wenn minimale indirekte Reduktion erfolgt ist und die direkte Reduktion noch nicht begonnen hat. Das wird durch korrekte Verteilung der Charge und die Verwendung von Werkstoffen, die sich leicht reduzieren lassen, erreicht.
 Im Verlauf der Erweichung, wenn das Reaktionsverhältnis zwischen Koks und Eisenoxid steigt, beginnt die Bildung der Primärschlacke.
Im Verlauf der Erweichung, wenn das Reaktionsverhältnis zwischen Koks und Eisenoxid steigt, beginnt die Bildung der Primärschlacke.
Das Endergebnis der Werkstoffbewegung durch den Ofen ist die Ansammlung von geschmolzenem Eisen und Schlacke im Ofengestell. Die Schlacke ist das weniger dichte Material, das an der Oberfläche des Eisens schwimmt. Das Ofengestell enthält Stichlöcher oder Kerben auf unterschiedlichen Höhen des Herdes, damit das Erz und die Schlacke separat durch Kanäle im Boden der Gießhalle abgelassen werden können.
Wenn die Schlacke einmal fest ist, nimmt sie die Gestalt von vulkanartigem Gestein an und wird in erster Linie als Füllstoff verkauft. Das Eisen kann jetzt zur weiteren chemischen Bearbeitung an das Stahlwerk verschickt werden (siehe Applikationsbericht zur Stahlherstellung).
Der Heißwind entsteht, indem Kaltwind durch vorgewärmte Kammern oder „Winderhitzer“ läuft und auf über 1000°C erwärmt wird.
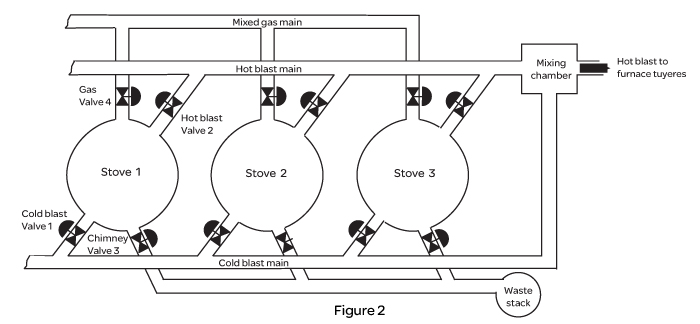
Der Winderhitzer wird zuerst erwärmt, indem Gas und Verbrennungsluft innerhalb der Kammer verbrannt werden und man diese Wärme dann in die Ziegel oder das “Steingitterwerk“ eindringen lässt. Diese Betriebsart wird auch als begasen bezeichnet. Wenn ausreichend Wärme absorbiert wurde, wird der Winderhitzer auf Blasen umgestellt. Bei dieser Betriebsart findet keine Verbrennung statt, aber Kaltwind wird durch den Winderhitzer forciert, absorbiert die Wärme und wird zum Heißwind. Dieser wird dann mit Kaltwind gemischt, um die richtige Temperatur zu erreichen und wird über die Blasformen in der Nähe des Sockels in den Hochofen umgeleitet (Abbildung 2).
Es ist durchaus üblich, drei oder vier Winderhitzer zu haben, sodass immer ein Winderhitzer bläst, während die anderen begast werden oder auf Standby sind. Ein Winderhitzer auf Standby wurde auf die erforderliche Temperatur erwärmt und abgedichtet, sodass er jetzt auf Blasen umschalten kann. Fällt ein Winderhitzer wegen Reparaturen aus, kann der Betrieb auch nur mit zwei aufrecht erhalten werden.
Wechsel von Winderhitzern
Abbildung 2 zeigt die Anordnung eines typischen Winderhitzersystems. Die Vorgehensweise für einen Wechsel von einem Winderhitzer zu einem anderen ist wie folgt:
Winderhitzer 2 wird jetzt wieder mit Gas beschickt, um wieder aufzuwärmen, nachdem die gespeicherte Energie verbraucht wurde. Ventile 3 und 4 von Winderhitzer 2 werden in dieser Phase geöffnet, damit Gas und Luft in den Winderhitzer gelangen und die Abgase abgelassen werden können, nachdem das Gas verbrannt wurde. Wenn der Winderhitzer die erforderliche Temperatur erreicht hat, schließen diese Ventile sich wieder, sodass der Winderhitzer Standby ist.
Gasanreicherung
Das Abgas, das vom Ofen produziert wird, wird in vielen Bereichen des Stahlwerkes einge-setzt. Im Allgemeinen ist der Heizwert dieser Abgase jedoch sehr gering und macht eine Anreicherung mit Erdgas und/oder Koksereigas erforderlich.
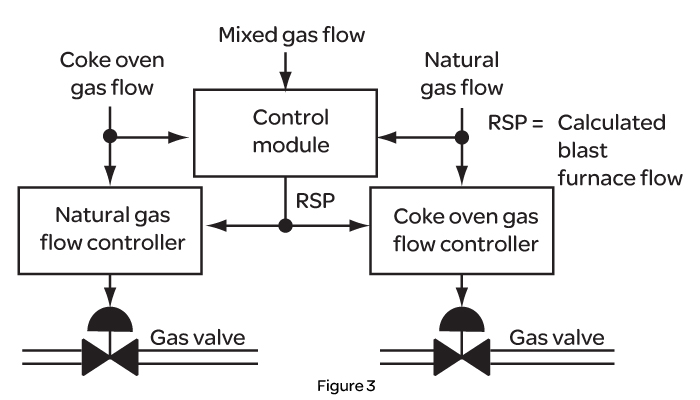
 Abbildung 3 zeigt ein typisches Regelschema, bei dem der Gasdurchsatz des Hochofens durch Subtraktion der Erdgaszufuhr und des Koksereisgases von der Gesamtzufuhrrate des Gasgemisches abgeleitet wird. Dieser rechnerisch ermittelte Wert wird dann als Verhältnis-sollwert für die Regelblöcke für Erdgas und Koksereigas angesetzt, damit der Anteil jeder Gasart, die dem Winderhitzer zugeführt wird, konstant bleibt und der gewünschte Heizwert der Gesamtgasmischung erreicht wird.
Abbildung 3 zeigt ein typisches Regelschema, bei dem der Gasdurchsatz des Hochofens durch Subtraktion der Erdgaszufuhr und des Koksereisgases von der Gesamtzufuhrrate des Gasgemisches abgeleitet wird. Dieser rechnerisch ermittelte Wert wird dann als Verhältnis-sollwert für die Regelblöcke für Erdgas und Koksereigas angesetzt, damit der Anteil jeder Gasart, die dem Winderhitzer zugeführt wird, konstant bleibt und der gewünschte Heizwert der Gesamtgasmischung erreicht wird.
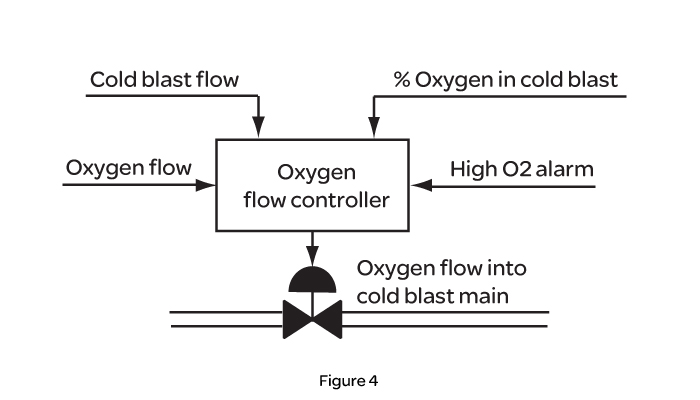
Sauerstoffanreicherung des Kaltwindes
Es ist bewiesen, dass eine geringe Steigerung des Sauerstoffgehaltes im Kaltwind, auf 22-23% statt der 21% Sauerstoff, die normale Luft enthält, die Effizienz des Ofens verbessert.
 Das Regelschema beinhaltetet eine O2-Analyse und unabhängige Geräte zur Abschaltung, doch an dieser Stelle werden nur der Regler und dessen E/A erörtert. Abbildung 4 zeigt eine schematische Darstellung für diesen Teil des Verfahrens.
Das Regelschema beinhaltetet eine O2-Analyse und unabhängige Geräte zur Abschaltung, doch an dieser Stelle werden nur der Regler und dessen E/A erörtert. Abbildung 4 zeigt eine schematische Darstellung für diesen Teil des Verfahrens.
Die Kaltwindzufuhr wird gemessen und Sauerstoff in die Hauptleitung eingespeist, geregelt von einem Verhältnisregelblock mit Regelwindzufuhr als verhältnismäßige PV. Der tatsächliche O2-Gehalt des Kaltwindes wird gemessen und dieses Signal dann verwendet, um das Verhältnis zwischen Sauerstoff und Kaltwind zu steuern und auf einem konstanten Wert zu halten.
Wenn ein Alarm aufgrund eines hohen O2-Wertes ausgelöst wird, erfordert dies in der Regel ein sofortiges Schließen des O2-Regelventils. Zusätzliche und separate Alarmregelkreise schalten die Absperrventile ein. Das Regelventil schließt sich aufgrund der Überwachungsfunktion des Reglers.
Verbrennungsregelung für Winderhitzer
Drei Regelmodule sind erforderlich, um das Folgende zu erreichen:
Die Gaszufuhr in die Winderhitzer wird gemessen und gemäß einem lokalen Sollwert geregelt. Die gemessene Gaszufuhr wird als Sollwert für den Luftzufuhr-Verhältnisregler verwendet. Der Verbrennungsregelungsmechanismus ähnelt dem, der im Applikationsbericht Wärmeausgleichsgruben beschrieben ist.
Die O2-Messung führt zum Abgleich des Verhältnisses zwischen Luft und Brennstoff bis die Kuppeltemperatur fast den gewünschten Wert erreicht hat. Dann ersetzt der Kuppeltemperaturreglerausgang das O2-Abgleichsignal, das durch die hohe Zieltemperatur des Kuppelreglers ausgelöst wird. Dieser Schritt erhöht die Luftzufuhr zum Winderhitzer, während die Gaszufuhr konstant bleibt. Diese Betriebsart ist als „Luftüberschuss“ bekannt und bewirkt eine höhere Wärmeverteilung im Winderhitzer bei gleichzeitiger Kühlung der Winderhitzerkuppel. Innerhalb des Winderhitzers wird eine gleichmäßige Temperatur gewahrt und die Wärme wird vom Steingitterwerk absorbiert.
Diese Anreicherung mit Gas hält an, bis der Winderhitzer genügen Wärme absorbiert hat.
Dann kann er wieder auf Standby oder Blasen umgestellt werden.
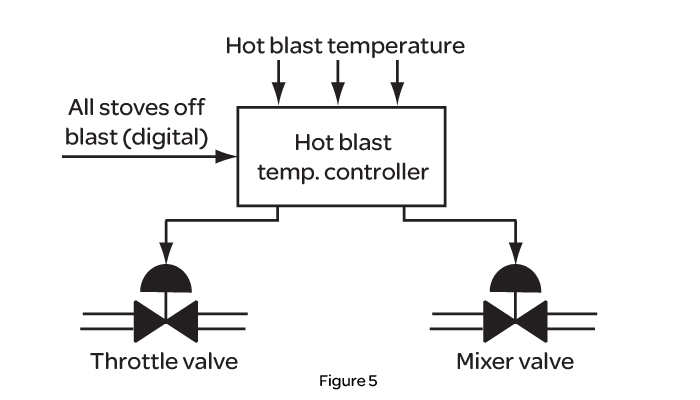
Heißwind-Temperaturregelung
Nach Verlassen des Winderhitzers gelangt der Heißwind über die Blasformen in den Sockel des Hochofens. Er durchläuft den Ofen, reagiert mit dem Koks, Erz und Flussmittel und tritt als Gichtgas wieder aus. In diesem Zustand enthält er überwiegend CO und CO2. Der Aufwärtsdruck der Gase stützt den Möller, sodass dieser stets einem Druckgefälle von 1,4 Bar unterliegt, unabhängig vom Druck des Gichtgases. Bei diesem Druckunterschied ist die Durchlässigkeit des Ofens gut, d.h. die Werkstoffe bewegen sich in der richtigen Geschwindigkeit durch den Ofen.
Die Heißwindtemperatur muss konstant bleiben,um die Effizienz des Ofens zu gewährleisten. Die Temperatur des Heißwindes, der aus dem Winderhitzer austritt, nimmt ab, wenn der Ofen sich abkühlt. Um also eine konstante Temperatur zu gewährleisten, wird der Heißwind in der Mischkammer mit Kaltwind vermischt (siehe Abbildung 2).
 Der Anteil von Heißwind zu Kaltwind wird von einem Regelmodul gesteuert, das auch die Zufuhr des Kaltwindes in die Winderhitzer drosselt. Wenn die Wärme des Winderhitzers verbraucht wird, sinkt die Heißwindtemperatur und die Menge des beigemischten Kaltwindes nimmt ab. Die Zufuhr von Kaltwind in den Winderhitzer wird ebenfalls reduziert, sodass die Gase länger im Winderhitzer bleiben, um die Wärme zu absorbieren.
Der Anteil von Heißwind zu Kaltwind wird von einem Regelmodul gesteuert, das auch die Zufuhr des Kaltwindes in die Winderhitzer drosselt. Wenn die Wärme des Winderhitzers verbraucht wird, sinkt die Heißwindtemperatur und die Menge des beigemischten Kaltwindes nimmt ab. Die Zufuhr von Kaltwind in den Winderhitzer wird ebenfalls reduziert, sodass die Gase länger im Winderhitzer bleiben, um die Wärme zu absorbieren.
Das Regelschema für den Heißwind wird in Abbildung 5 dargestellt.
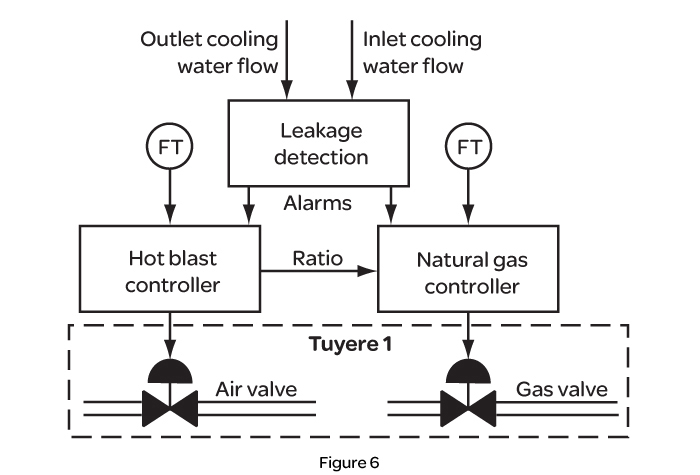
Zufuhrregelung Blasformen
Der Heißwind und das Erdgas werden durch (meistens 24 oder 36) Blasformen, die sich am Rand befinden, in den Hochofen geblasen.
Während der Gesamtdurchsatz des Erdgases im Verhältnis zur Zufuhr des Kaltwindes geregelt wird, verfügt jede einzelne Blasform außerdem über eine eigene Erdgas/Heißwind-Verhältnisregelung. Abbildung 6 stellt die Verwendung eines Regelmoduls dar, um den Erdgasdurchsatz im Verhältnis zu Heißwind für eine Blasform zu regeln.
Zusätzliche analoge Eingänge werden verwendet, um die Blasformen auf Wasserlecks zu überprüfen, indem der Wasserfluss am Ein- und Ausgang verglichen wird.



