
Willkommen zur German Website
Wir haben festgestellt, dass Sie möglicherweise die Global Seite bevorzugen. Bitte verwenden Sie die obige Auswahl, um Ihre Sprache bei Bedarf zu ändern.
Go to Global
- Produkte
- Lösungen
- Support
- Services
- Über uns
Willkommen zur German Website
Wir haben festgestellt, dass Sie möglicherweise die Global Seite bevorzugen. Bitte verwenden Sie die obige Auswahl, um Ihre Sprache bei Bedarf zu ändern.
As hybrid furnace designs seem to be a sensible option for glass manufacturers to start reducing CO2 emissions by moving away from fossil fuel, René Meuleman discusses considerations to be made when scaling up electrical power supplies and why collaboration is a necessity.
In whatever way furnace designs will change in the near future, it is clear that the related process and power supply control systems will also need to adapt to run more complex glass melting and conditioning systems with maximum efficiency. Since the introduction of the PID controller in 1933, then early SCR (Silicon Controlled Rectifier) controlled power supplies in 1956 and the first DCS systems in 1959, no game changing developments have evolved the way furnaces, refiners and forehearths are controlled.
Of course, process control systems have become more powerful, stable and reliable, capable of storing more data and running complex model predictive control strategies but the way they interact with operators has not changed much. Similar can be said for SCR-controlled power systems which, even though they have become digitally-controlled, much more precise and equipped with sophisticated features such as automatic transformer load tap changing (LTC) and predictive load management (PLM) power management strategies, the basic control methods are still the same.

Furnace designs, specifically those for commodity glass melting purposes, have not advanced much either since regenerators and oxy-fuel were introduced. But now the industry needs to move into a new age of glass melting, starting with glass container manufacturers, who need to catch up with customer and government demands to dramatically lower their CO2 emissions, often within a given timeframe.
Many options for reducing the carbon footprint of glass manufacturing are being researched and developed but some of them have already been available for many years. Electric melting, for example, is perceived as a being a new method but it is a proven technology that has been around for as long as regenerative furnaces and the availability of electrical energy. Hydrogen combustion, however, still needs more investigation to become a feasible green technology and there are concerns about its future availability and price.
Today, it seems that the most sensible way to reduce CO2 emissions is to increase the use of electrical melting energy, together with some additional natural gas (NG) firing in an oxy-fuel configuration; a so-called ‘hybrid furnace’ design. This article will focus on the utilities around this type of design, as NG could be replaced by hydrogen-oxy combustion at a later stage.
Assuming 80% of the melting energy for a hybrid furnace must come from electrical power, perhaps the most important point is that the electrical power content would need to increase from the traditional 2MW supplied to a typical electric boosting system today, to 12MW and more. It is likely that forehearth heating systems will become electrical as well and in this respect, therefore, an average glass container furnace unit would need to have an installed electrical power capability of 15MW or more.
Most existing sites have at least two furnaces in operation and single furnace greenfield sites seem to be commercially unattractive because of overhead costs. The resulting additional 30 to 50MW of electrical power would need to be installed or made available on existing sites to enable the move away from fossil fuel.
Not all sites have that amount of electrical power available and there might be concerns regarding the capacity of the local grid. Other considerations are whether there are enough green certificates available to cover the electricity consumption and how kWh prices and emission penalties may develop in the future. Eurotherm by Schneider Electric offer Energy and Sustainability Services (ESS) to help answer those types of questions and help glassmakers to make the correct decisions.
In traditional regenerative furnaces with some additional electrical boosting, the boosting system already needs to be efficient. But in envisioned hybrid furnace designs, it will become the main energy source, which will have a major impact on OPEX. From a physical size point of view, a traditional 2MW furnace boosting system is relatively easy to manage. A 12MW version will, of course, be much larger scale. However, the size should not obstruct the positioning flexibility of electrical components. In that respect, the Eurotherm by Schneider Electric historical design strategy of building a completely oil-free electrical system is a great advantage, specifically if power ratings increase and legislation and insurance issues become stricter.
Instead of the traditional transformer, imagine nine oil-filled variable transformers sitting close to the furnace, in order to keep power bus or cable losses low. The Eurotherm design utilises water-cooled SCR/transformer-based power supplies, capable of being positioned as close to their corresponding electrodes as local conditions allow. The design also separates the incoming three-phase network into single-phase power supply units, with each single-phase system using automatic load tap changing technology.

Currently, Eurotherm is working with leading furnace suppliers to investigate the best possible electrode firing layouts, because it is important to consider all of the related furnace equipment designers’ challenges and goals, including electrical power efficiency and CAPEX considerations. From an electrical power supply point of view, Eurotherm can provide control for three-phase systems (open delta) but also for two-phase systems (using Scott-T transformers) and even for single-phase (using three-phase to single-phase conversion transformers).
In this respect, together with furnace construction designers, Eurotherm can look closely at cable or busbar layouts. At 12MW of power, resistive and inductive losses can cause major problems that can only be solved by integrating the power supply systems into the furnace construction design. Sidewall cooling has been integrated into the steelwork of the furnace for many years. Now a similar approach is needed for the power lines and perhaps the transformers. Not an easy job but fortunately, both furnace and power supply designers have recognised that there are overlaps in technology that need to be assessed to achieve the most efficient melter design.
Being able to apply 12MW of electrical power or more to a furnace will also dramatically increase the number of electrodes needed. Managing the temperature profiles and convection currents will require a specific way of managing the amount of electrical power supplied to specific parts of the furnace.
While designing the layout of the different electrodes and the way they are fired against each other is a specific skill provided by furnace designers, the design also has an impact on the resistivity, currents and voltages applied to the electrodes. Firing electrodes positioned closer to each other has a positive impact on the resistive and inductive losses and cabling layout. But it reduces the resistivity between the electrodes and consequently, increases the amount of current they need to endure to accommodate the same amount of power, compared to if they were positioned further away from each other.
With higher current, an increased electrode surface is required. Otherwise, it leads to increased wear of the electrode. It also impacts the cable diameter and transformer design. This simple example explains how just one furnace design parameter has an impact on many other design considerations outside the furnace, demonstrating how having all competencies working together can lead to the best overall melter design. Alternatively, oversimplifying the electrical power supply can diminish the advantages that the furnace designer may be able to provide.
The traditional thinking, only in terms of three-phase systems and believing that the energy is released somewhere between the electrodes, was and is a mistake! Like many things, the best solution is often a compromise and improvement opportunities need to be worked out via collaboration on both the furnace and power supply design.
Once the design is decided, it will need a process control system that is capable of assisting operators to manage the multiple energy sources feeding power into the melting tank. Process models that have been used during the design stage should be used to set up multiple model predictive controllers to manage the combustion energy and all the electrical boosting zones in a way that achieves the best, stable glass quality against energy consumption ratio. The partnership between CelSian Glass BV and Eurotherm is helping customers to get world-leading process control and advanced control integration, while the combined analytics and machine learning skillset are of great value for ongoing developments.
There are other challenges concerning the move from natural gas towards electrical power. One of them is peak power demand, which does not apply to natural gas but does to electrical power, as it has an impact on kWh tariffs. It should be emphasised that using the flexibility of the electrical boosting system to stabilise the grid and getting lower tariffs in return is proven technology. However, once the electrical power consumption goes up, as it will in a hybrid design, tweaking the power consumption will have an impact on energy tariffs, as well as the quality of the glass.
It makes sense, therefore, to find the precise range in which the electrical power can vary, without impacting glass quality. It may not be the highest priority during the first operational period of a new hybrid furnace but once bottles are produced and quality is acceptable, operational costs will be the next discussion. Energy supply management software is available, such as Schneider Electric’s award-winning EcoStruxure Power Monitoring Expert, which is designed to help power-critical and energy-intensive facilities maximise uptime and operational efficiency. EcoStruxure is Schneider Electric’s IoT-enabled, open interoperable architecture and platform.
Another subject that should not be underestimated is the challenge that maintenance staff will face in the case of an electrical power outage. While a typical 2MW boosting system can withstand running at 50% for several hours in the event of an equipment failure in the system, a boosting system that must cover 80% of the melting capacity will be significantly more problematic to deal with and have a much bigger impact if power is lost. To mitigate this, modular-based control system designs with built-in redundancy, easy component replacement, predictive maintenance and perhaps even augmented reality can improve maintenance and repair time. Eurotherm systems have this type of capability, including a bonded on/offsite spares service as part of a service level agreement for quick replacement and repair of parts.
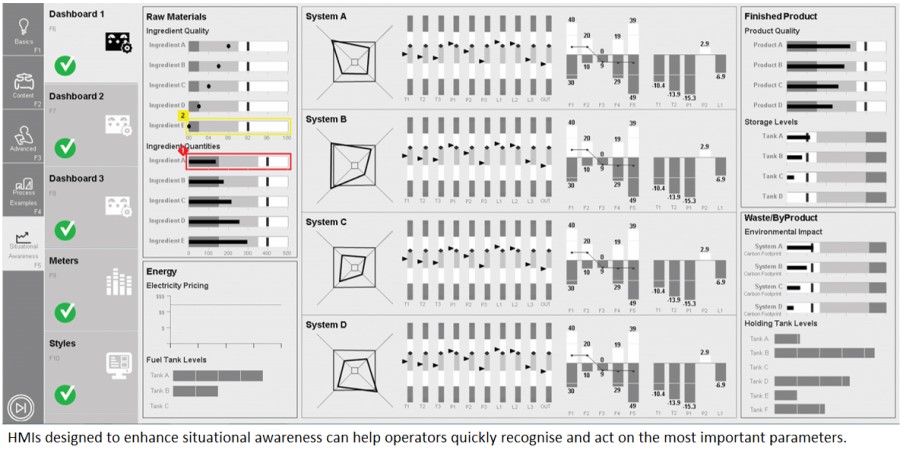
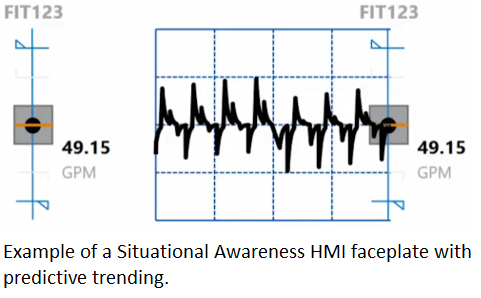
The way the electrical power supply is monitored will become more complex. Therefore, it should be recognised that the way the system interacts with the operator needs to be straight forward and easy to manage. With increasing data coming from the process, visualisation improvements such as HMIs designed to enhance situational awareness can help operators quickly recognise and act on the most important parameters. Operators might also want to retain their traditional HMI design when already needing to understand the workings of a new type of furnace. What is important is that suppliers find the best possible way of using what they have in their toolbox to construct the best possible solution for the user.
The hybrid furnace, the all-electric furnace, the furnace of the future, the hydrogen melter and the submerged burner melter might all sound like brand new designs but they are not. All the electrical and process control buzz words in the text above might also sound like the latest developments but they are not. What really is new is that the glass industry is entering a new age, focused on reducing carbon emissions to zero and reducing waste, while securing business futures and continuing to be able to drink cold beers out of glass bottles.
All furnace designers and related companies have their specific knowledge and design capabilities. However, their weaknesses and limits should be recognised and they should all start to move on from the way furnaces have been designed over the last 40 years.
Only through collaboration based on trust and respect can the glass industry ensure that glass stays in its position of being the best packaging material for many food and beverage products, while having the lowest environmental impact. As always, Eurotherm by Schneider Electric is already collaborating and ready to provide the power supply and process control part, aimed at helping to improve the overall ‘from-grid-to-glass’ system as part of the overall glass manufacturing facility.
About author:
Special thanks to former Business Leader for Global Glass at Eurotherm, René Meuleman, for authoring the original content of this article.
The full version of this article appears in the September/October 2020 issue of Glass Worldwide alongside a broad cross-selection of editorial that assists with all areas of production and processing.
Contact a Eurotherm Glass Solutions Expert
The benefits of two-leg versus three leg power control, in three phase heating applications





 EPower™ Thyristorsteller
EPower™ Thyristorsteller  T2750 PAC
T2750 PAC  EFit Einphasen Thyristorsteller
EFit Einphasen Thyristorsteller