
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the Global Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
The function of the Sinter Plant is to supply the blast furnaces with sinter, a combination of blended ores, fluxes and coke which is partially ‘cooked’ or sintered. In this form, the materials combine efficiently in the blast furnace and allow for more consistent and controllable iron manufacture. Figure 1 shows a simplified diagram of a sinter plant.
Materials enter the sinter plant from storage bins. They are mixed in the correct proportions using weigh hoppers, one per storage bin, except for the return fines for which an impact meter is used instead. Weighing is continuous, as is the whole sintering process. The weighed materials pass along a conveyor to the mixing drum where water is added either manually or as a calculated percentage of the weight of material entering the drum.
The moisture content of the coke is measured in the strand roll feed hopper and used to trim the secondary water flow rate. The mix permeability is also measured and used to modify the amount of water required.
The moisture content of the coke is measured in the strand roll feed hopper and used to trim the secondary water flow rate. The mix permeability is also measured and used to modify the amount of water required.
The mix material is fed onto the strand from the hopper by a roll feeder. The bed depth is set and kept constant by adjusting the cut-off plate which is fitted with probes to sense the depth of material and automatically vary the roll feeder speed. The quantity of material in the feed hopper itself is held constant by automatic adjustment of the feed rates from the individual raw material bins.
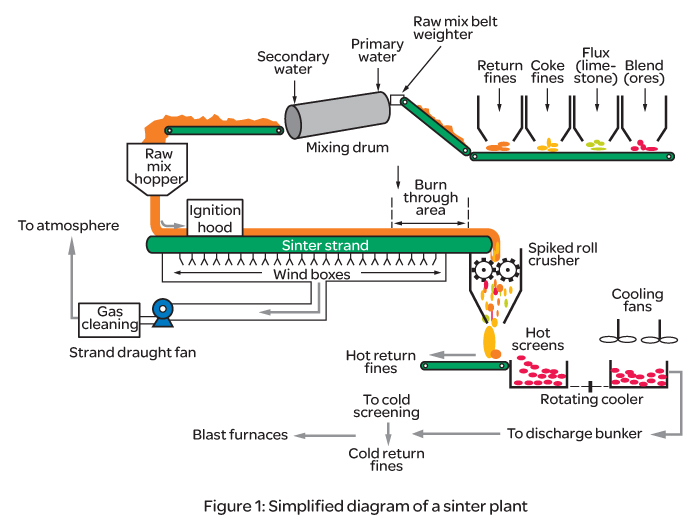
The raw mix is ignited by the ignition hood, which is fuelled by a mixture of coke oven gas, blast furnace gas and sometimes natural gas. The calorific value of the mixture and the set hood temperature are controlled. A separate control system is provided to maintain a fixed hood pressure by adjusting the windbox dampers immediately under the ignition hood.
The sinter strand is a moving conveyor of hot sinter, which continues to ‘cook’ after leaving the hood, where air is pulled from the sinter by a strand draught fan.
An important part of the sintering process is burn-through. This is where the sinter layer has completely burned through its section and is detected by temperature probes under the sinter bed. Burn through should be achieved but must not occur too soon after the ignition hood. The draught on the strand is maintained at a preset value by controlling the main fan louvers from pressure measurements in the wind main. This governs the point at which burn through occurs.
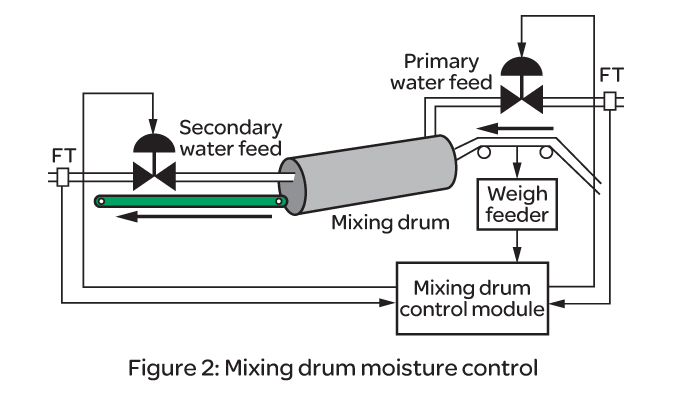
The amount of primary water added is proportional to the weight of raw mix entering the mixing drum. This can be easily achieved using a Eurotherm Process Automation control module as shown in Figure 2.
The secondary water feed setpoint is frequently taken as a proportion of the raw mix belt weigher PV. For greater accuracy, the moisture meter reading is used to trim the material/water ratio. This corrects the water flow rate according to the measured moisture content of the raw mix.
Cascade control is not always used but since the water flow loop responds faster than the moisture loop it does produce better results.
After the end of the strand, the sinter passes through a spiked roll crusher and the hot screens to the rotating circular cooler. A number of fans are usually used for cooling, and the speed of the cooler is determined by:
The fines removed by the hot screens are conveyed to the return fines bin.
After cooling, the sinter is passed into the discharge bunker. At this stage, the level is controlled by varying the outlet feed rate (usually vibros).
The sinter then passes to the cold screening area, where it is passed through crushers and screens to produce particles in a specific size range. Sinter below the required size passes over a belt weigher and returns with the hot fines to the return fines bin.
The difference between the weight of the cold fines, and the weight of the total fines produced, gives a measure of the hot fines. Any abnormal variation in the rate of production of hot or cold return fines indicates a possible plant fault.
The following factors can affect the rate at which fines are produced:
Two important properties of sinter are basicity, which is controlled by the amount of limestone, and strength, which is controlled by coke content.
The sinter is now suitable for use in the blast furnace. Conveyors transport the material to the blast furnace stock house, where it is added to other materials to form the blast furnace burden.
Figure 3 depicts the implementation of ignition hood temperature control with options for the control ratio.
With the fixed ratio air lead temperature control, the temperature demand provides a setpoint for the air flow. The fuel follows the air flow in a fixed ratio making this a fuel efficient method.
On the other hand, with variable ratio air lead temperature control, the air flow is fixed and the hood temperature controller output (the heat demand signal) feeds the ratio setpoint trim input of the gas controller. This method is normally used when there is a readily available source of cheap fuel e.g. blast furnace gas.

This is normally achieved by varying the setting of dampers in the windboxes under the ignition hood. A single loop PID controller is generally used to automatically maintain the pressure at a desired value
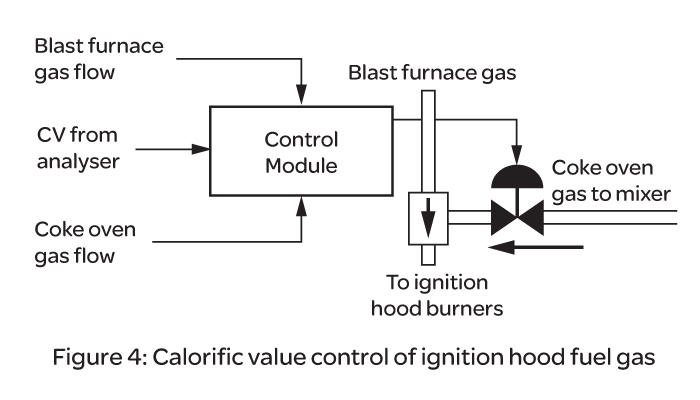
Blast furnace gas and coke oven gas are used to fuel the ignition hood burners. The calorific value of the fuel is controlled to a consistent value by a separate control loop. If the strand stops, a digital signal forces the ignition hood into a ‘low fire state’ and holds it there until the strand re-starts.
It is easier to keep the ignition hood temperature constant if the calorific value of the fuel is controlled to within pre-defined limits, about 4,000 – 6,000 kJ/m3. By mixing coke oven gas with blast furnace gas, this calorific value is achieved. Figure 4 shows the calorific value control strategy.
Burn-through point should ideally occur near the end of the strand bed. It is controlled by altering the strand speed. A number of variables will affect the burn-through point, such as strand bed depth, water content and the quality of the sinter.
The strand speed is either controlled manually, or by measuring the waste gas temperatures as an indication of the burn-through point. If it occurs too early, the average waste gas temperature rises. If it occurs too late, the waste gas temperature decreases and the strand speed is slowed to compensate.
Windbox temperatures can be used to improve the monitoring and are added as a setpoint bias. Figure 5 shows this in the control strategy.

The suction produced by the main fan is varied by louvers near the fan inlet, which are controlled by a fan suction controller. If the waste gas temperature increases above a safe working limit a selector switch allows the waste gas overtemperature controller to position the louvers.
After leaving the strand, the hot sinter is cooled on a rotary cooler.
The speed of the rotary cooler is controlled to match the strand demand defined by the bed depth and the strand speed.

> Discover our Heat Treatment solutions today




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us