
Você precisa de ajuda para escolher o produto certo?
Nossa ferramenta irá combinar o melhor produto para suas necessidades
Iniciar selecionador de produtosBem-vindo ao site da Brazil
Detectamos que você pode preferir o site Global. Por favor, use o menu de idiomas acima para alterar sua opção se necessário.
Soaking pits are necessary to heat up and soak metal ingots to a uniform temperature sufficient to allow passage through the various rolling stages of the mill.
Steel feed stock to the pits can be hot ingots from BOS plant, hot skelps (cast slabs or blooms) from CONCAST plant, or cold stock.
As the ingots are being fed to the mills every few minutes but the heating and soaking cycles take hours (ingots weigh several tonnes), many soaking pits are needed to ensure availability of material to the mills 24 hours a day.
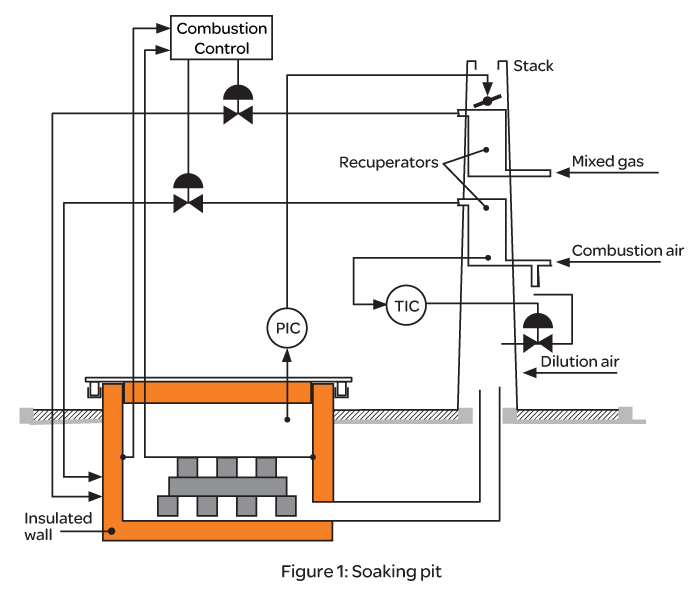
A soaking pit, see Figure 1, is a thermally insulated chamber with a top sliding lid to add or remove ingots. The pit is gas fired and therefore the continuous control requirements are temperature, gas flow, air flow and pit pressure. Further control could involve diluting the waste gas with air to maintain recuperator protection, and would include shutdown logic for over temperatures and low pressures.
A cross-limiting combustion control technique ensures that there is always an efficient ratio of air and fuel within a combustion process. This is implemented by always raising the air flow before allowing the fuel flow to increase, as shown in Figure 2, or by lowering the fuel flow before allowing the air flow to decrease. A combination of high and low select modules is therefore used in the implementation.
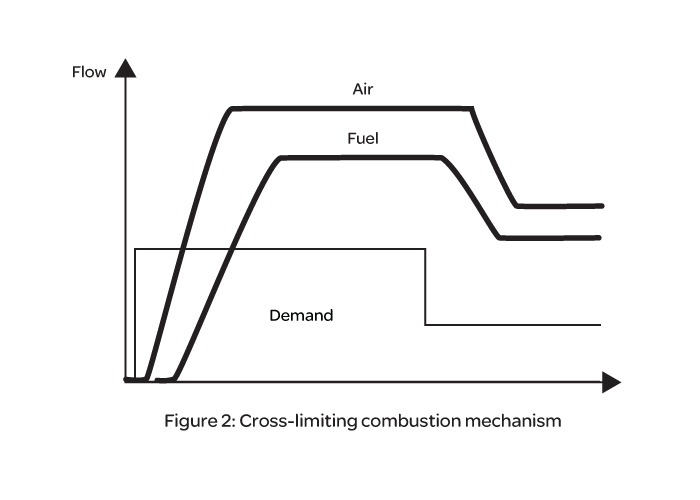
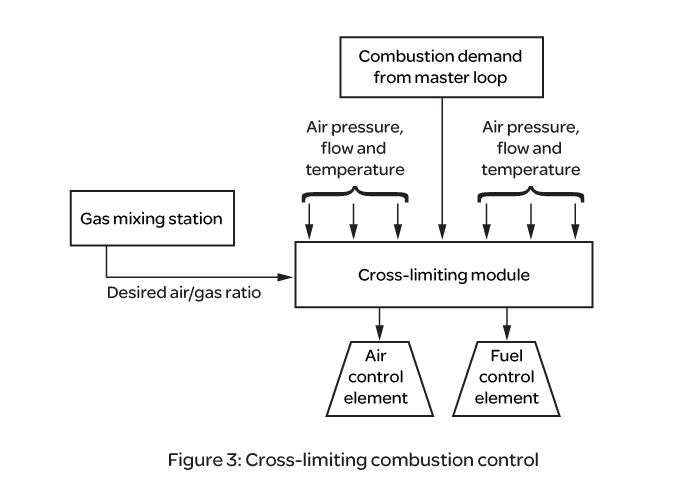
Figure 3 shows a simplified control block diagram of the crosslimiting combustion circuit. Combination firing of two fuels can also be accommodated within the scheme.
There are generally two thermocouples used in soaking pits, one at the burner wall and one at the end wall. The operator can select either, or automatically the highest, to generate the combustion demand for the control module.
Cross-limiting combustion control is highly effective and can easily provide the following:
Double cross-limiting combustion control is an enhancement to the above. It is achieved by applying additional dynamic limits to air and fuel setpoints. This translates to having the actual air/fuel ratio maintained within a preset band during transitions. This method protects the demand signal driving the air/fuel ratio too lean and therefore reducing heat input.
The soaking requirements for the ingots in a pit vary according to the total load mass and thermal cycle. This is calculated in the supervisory system and a set of profiles is downloaded to the temperature controller by setting target temperatures and ramp rates. Once downloaded, the front end instrumentation maintains the profile without further operator intervention.
The gas used for the soaking pits is a mixture of fuel gases from other areas of the steelworks such as BOS, Blast Furnace and Coke Oven gases. At the Gas Mixing Station, theses gases are mixed by ratios, according to availability. Because of this, the calorific value of the mixed gas is variable. A mass spectrometer is utilized to calculate the Wobbe index from the specific gravity. The resultant ratio correction factor for optimum combustion is then fed to the combustion control module.




Selecionador de produtos
Nossa ferramenta irá combinar o melhor produto para suas necessidades
Iniciar selecionador de produtosContete-Nos