
Você precisa de ajuda para escolher o produto certo?
Nossa ferramenta irá combinar o melhor produto para suas necessidades
Iniciar selecionador de produtosBem-vindo ao site da Brazil
Detectamos que você pode preferir o site Global. Por favor, use o menu de idiomas acima para alterar sua opção se necessário.
Food and Beverage Knowledge Series
Written by: Amber Watkin
The recording and reporting of data is necessary to provide evidence that critical process parameters have been met in many food and beverage processes, but it can also provide additional benefits in terms of efficiency. This paper covers potential savings that can be achieved in terms of time and energy, plus the enabling features to look for in a modern digital data recording solution.
We often hear people say “I don’t know how much energy is being used by my process” and new legislation such as the Energy Saving Opportunity Scheme (ESOS) in Europe is driving larger plants to review and report their energy usage. Under the ESOS scheme, large companies that are not covered by ISO 50001 energy audits need to review all substantial areas of energy use in order to report their performance and identify potential efficiency savings. These energy assessments must be carried out on 12 months’ worth of data and repeated every four years to demonstrate improvements. In older factories where production lines are still reliant on utility electricity meters it is often impossible to tell how much energy is used on individual lines and processes in the plant, and even if modern energy meters and sensors have been fitted at optimum points of measurement, a method is still required for collecting, recording and calculating the data in a meaningful manner for analysis and reporting purposes.
Most modern energy meters have communications built in, allowing data to be sent to a logger or recorder for analysis and reporting. Data from probes and sensors can also be recorded. Full featured digital recorder models have advanced mathematical functions to carry out calculations on the data. The resulting figures can also be recorded, providing valuable information to engineers responsible for meeting energy saving targets and for reporting to management.
Food and beverage manufacturing equipment can have a hard life, particularly in continuous processes. Equipment such as thermocouples, motors and compressors can deteriorate over time and may not be operating at their full potential. It is difficult to know when components are wearing out and likely to cause problems in the process. Overall Equipment Effectiveness (OEE) and Total Effective Equipment Performance (TEEP) are increasingly important Key Performance Indicators (KPIs) in modern business. OEE quantifies the performance of a piece of equipment or production line relative to its optimum level during its scheduled operation. The result is then measured against the maximum possible operational capacity to calculate the TEEP. The calculations involve metrics based on equipment loading, availability and performance, and product quality. The resulting information can highlight efficiency problems such as down-time due to unplanned maintenance or product quality issues.
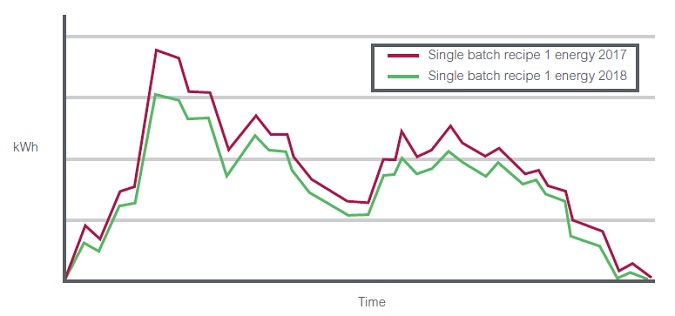
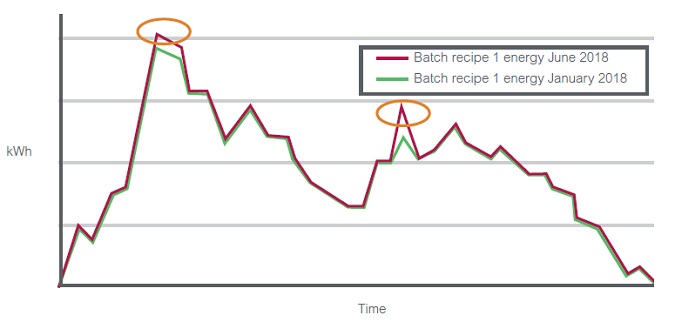
The benefit of recording your process is that you can use the data to benchmark aspects of the output for comparison over time. For example, the energy used in a batch can be recorded and compared at monthly intervals. If more energy is being used than normal, it can be an indication that electrical devices or their connections are showing signs of wear. The process can be investigated early before a complete breakdown occurs. Also, given the benefit of visual data, maintenance personnel are often able to recognize when components are starting to deteriorate. For example, a deteriorating compressor can show a recognizable wave signal. The recording product can be configured to trigger an alarm based on aspects of this kind of signal pattern using maths functionality. By predicting a possible breakdown and informing the maintenance team, preventative maintenance can be carried out, reducing the risk of unplanned downtime. The ability to make comparisons between recorded benchmarked process data and current process data offers a valuable advantage in terms of efficiency during manufacturing, improving profitability through better OEE and TEEP.
Some food safety standards and guidelines dictate that the recording system must be able to determine if recorded data has been altered or made invalid. Many data recording systems such as those within SCADA systems, PLCs and basic data loggers save data in .csv file format. This format, while very useful for importing into spreadsheets, is easily edited and has no method of indicating modifications. It is therefore not considered a reliable data source to meet the high level data integrity requirements of some regulatory standards, and 3rd party audits, such as the FDA Food Safety Modernization Act (FSMA). Another problem can arise from the way data is collected. In a typical SCADA system, data is recorded over communications. If communication is lost, so is the data, making this kind of system unsuitable for certain applications.
When choosing a method of recording, the first feature to look for is a file format designed to prevent modification of the data. Data recorders and some combination PLCs are available that save data in binary check summed files which are resistant to tampering and only viewable using specific software. This is a much better solution than using .csv files which are easily editable and therefore unsuitable for use. An added benefit is that the files can be compressed so more data can be stored within the product itself before being transfered to other media. Another important feature to look for is that the data is recorded at the point of measurement i.e. in the recording product, which solves the problem if communications are temporarily lost during transfer of data. Look for products with self-healing store-and-forward strategies that automatically backfill any missing data caused by breaks in communication as this will save time compared to transfering missing data manually. For controlled processes where unexpected downtime may cause quality related issues due to lack of data, it is also worth investing in redundant process control. A secondary processor can keep the process running in the event of a primary controller related breakdown, aiding continuous data acquisition and providing higher availability to the data recording process.
Full featured recording products have user management options that provide a tamper resistant audit trail for recording details such as User Names, Passwords and Access Permissions. Operator activity can be logged and recorded in a tamper resistant database, and permission to make changes can be by electronic signatures designed to aid compliance to regulations like FDA 21 CFR Part 11 and 21 CFR Part 113. For example, an operator could be given permission to change configuration by digital signature or they may need to get a second level of authorization from a quality engineer. The changes will be logged for quality personnel and auditors to review should they need to. Features like these that bring traceability of ‘who did what’ in a process are useful in many applications to help maintain Good Manufacturing Practices (GMP), and Hazard Analysis and Critical Control Points (HACCP) guidelines.
The measurement and the recording of temperatures are important for the storage of perishable goods such as dairy and meat products within GMP and HACCP guidelines. For companies who also export product to the US and need to comply to standards such as 21 CFR Part 11 and 21 CFR Part 113, it is vital to prove that the product in question has remained within its critical temperature limits throughout its storage, processing and manufacturing. Basic data loggers/recorders typically do not have the required high levels of measurement accuracy or data integrity features to comply with these kinds of standards.
Forward thinking European food manufacturers are moving to recording products that aid compliance to 21 CFR Part 11 and 113, in order to globalize their processing and manufacturing flexibility. This can be a key differentiator in winning contracts over the competition. For example, a European manufacturer of canned meats was chosen to supply food for astronauts on the International Space Station (ISS) based on their compliance to FDA and USDA standards. The company had invested in modern digital control and recording equipment with high accuracy I/O and rejection to electrical noise in industrial environments, allowing for precise measurement of the recorded signals.
Selected process data is captured in the form of binary check summed files which can easily be reviewed by quality engineers and auditors. Operator and engineer activity is logged with password authorization in an audit trail in accordance with FDA standards. Features like these make this type of product an ideal solution to provide evidence that critical parameters have remained within their pre-defined limits for the correct amount of time, aiding compliance to GMP and HACCP guidelines relevant to the processing of meat and dairy products.
For those who are still using paper recorders, there are ongoing problems involving cost and maintenance of replacing charts and pens, plus storage of the data in paper chart form. There is also the possibility of pens or paper running out during a batch. Missing data can result in wasted time for quality engineers while assessing the non-conforming process and can result in unnecessary scrap product.
There are several benefits of moving to digital recorders. Firstly, there is a cost saving as you no longer need to buy, store and conscientiously dispose of paper and pen consumables. Secondly, you can save on maintenance time as there is no need to replace paper and pens on a regular basis and the product is likely to be more reliable due to less mechanical parts. Last but not least, the data is stored in digital format which is much more convenient to view on a PC, Tablet or Smartphone. Full featured digital recorders store data in a tamper resistant file format within the product which can be conveniently transferred to removable media (USB etc.) or servers over a network. The data can then easily be retrieved for quality checking, reporting and auditing, unlike paper charts which can be mis-filed, lost, or run out during the process.
Being able to record what happened during a batch process is very useful, especially if a parameter exceeds its limits. A quality engineer will need to assess the data before signing off the Batch, a time consuming task, especially in older plants where paper procedures are still being used.
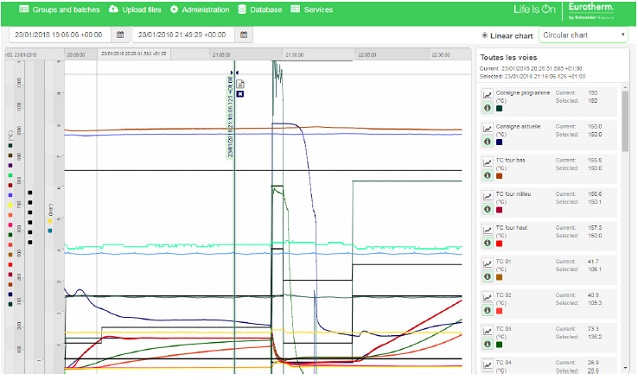
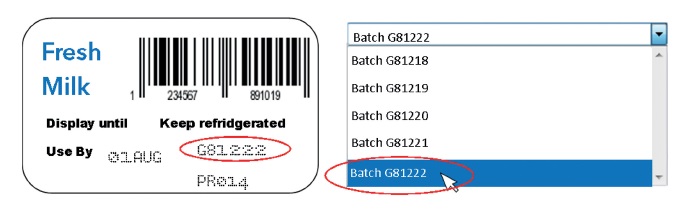
Full featured digital recorder products have batch functionality which enables the operator to record individual batches with a start and stop button on the screen, or by external input via a bar code scanner for example. The data from the batch is then easily retrievable by the quality engineer for assessment purposes via a PC. Software for reviewing the batch files can be used to zoom into areas where problems occurred and the historical data also shows messages whether triggered by an alarm or entered manually by the operator. The reviewing software also allows digital signatures to be added to the batch for sign off. The main advantage of digital batch recording and signing is that it saves time for the quality personnel and gives them the data they need for easy reporting and aiding process traceability.
It is still common to see personnel manually creating report documents and often that input data needs to come from various sources. This can mean scanning or photocopying data and images like paper charts into digital format, manually manipulating and calculating data, and cutting and pasting information into documents by hand. For some personnel it can waste several days per month. There is a better way to produce these reports!
Most reports are required on a regular basis and the solution here is a software reporting package designed for industrial automation applications. These contain configurable report templates along with drivers for pulling data from a variety of common devices and file sources. The real time saver is that the data can be pulled in automatically over a network, creating your report the way you want it, saving it as a secure PDF and sending it to the right person. Collecting your data digitally at the source enables you to save time in the everyday reporting process even if creating them by hand. For long term efficiency, a better option is to take advantage of a dedicated software reporting package, so you can get on with your daily tasks without the bother of time consuming manual reporting.
Modern digital data recording solutions provide information that can be used to identify areas for efficiency enhancement, and help demonstrate process compliance and efficiency improvements, as well as reduce reporting time and operational costs compared to paper based recording products. Over 50 years of industry knowledge has been designed into Eurotherm® by Schneider Electric™ recording products, enabling us to provide leading edge high integrity data management solutions. Our intelligent recording method, unique tamper resistant file format, self-healing data archiving strategies, as well as Batch, Security Manager and Auditor features enable food manufactures to export their products globally by aiding compliance to standards like FDA 21 CFR Part 11 and 21 CFR Part 113. The data can also be utilized for analyzing areas where energy savings and operational efficiency enhancements can be made, as well as demonstrating improvements and standards compliance via automated reporting software.
From discrete products to full automation solutions and industrial reporting packages Eurotherm can help you get the most from your process
Contact our Food and Beverage industry experts.
Download the whitepaper.




Selecionador de produtos
Nossa ferramenta irá combinar o melhor produto para suas necessidades
Iniciar selecionador de produtosContete-Nos