
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the Global Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
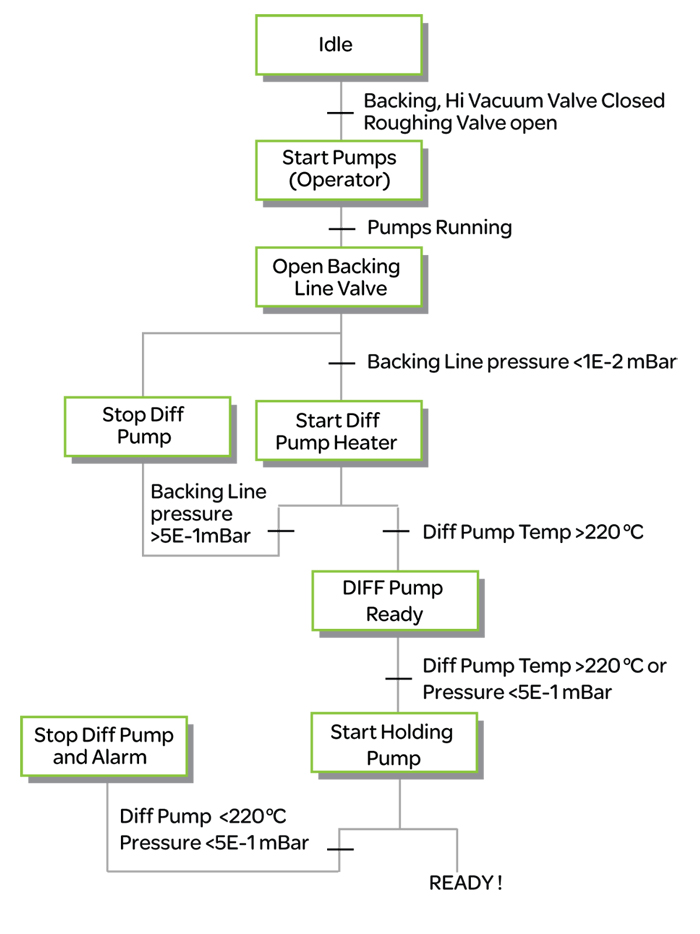
1. Vacuum pump sequencing control system. The vacuum pumping cycle requires the control system to interface with multiple low, medium and high vacuum gauge types. The mechanical pumps and high vacuum diffusion pump need to be sequenced in a controlled way to ensure that the furnace is properly evacuated without damage to the pumps or back streaming of oil into the work chamber. The sequence is processed by comparing the actual value of backing line or chamber pressure to series of pressure setpoints in the medium/ high vacuum range. The sequence may also include, pump rate efficiency timers, leak rate testing and out gassing algorithms as well as furnace process and heater interlocks.
Chamber pump down flow chart/sequence example
Figure 2: Chamber pump down flow chart/sequence example
2. Furnace programmable controllers to accommodate sequencing and monitoring of digital actions and overall furnace interlocks.
Pump startup sequence example
Figure 3: Pump startup sequence example
3. Electrical power control. Vacuum Furnace heaters are made of Graphite, Molybdenum or occasionally other high temperature alloys, they usually operate at voltages lower than the available mains supply and are connected to the supply through a transformer.
The element material must not be exposed to an oxidizing atmosphere whilst it is at temperature and special pressure interlocks in the vacuum controller are employed to prevent this. Thyristor power controllers are used to give the best results when the heaters are coupled to the supply via a transformer.
4. Heat treatment programming controllers. Vacuum heat treatment cycles are often complex and require multiple stage profiles. These profiles are defined against material and component specifications and are usually maintained against controlled recipes.

Temperature programming profiles are often carried out over multiple segments where accurate control needs to be maintained during both the black heat and radiant heat regions. The cycle will most often follow defined heating rates and dwell periods depending on the treatment process being carried out. Special control optimization routines to automatically deal with the variation in process gain for large size furnace loads and the black heat radiant boundary, can lead to improved cycle times and product quality.
Since heat treatment is a scientific process it is important to ensure that the workload follows the defined profile and special mechanisms must be employed to eliminate overshoot and to provide work piece thermocouple tolerance and compliance.
Partial Pressure may be controlled within the work chamber by adding a controlled flow of high purity inert gas. Since some materials have relatively high vapour pressures they will exhibit signs of surface evaporation at medium to high vacuum levels. The purpose of partial pressure control is to raise the pressure level of the work piece chamber to prevent this otherwise detrimental effect.
The Cooling process either, vacuum or aided cooling and Gas-Gas/Fan quenching routines are common requirements.
Most modern furnaces include highly efficient heat exchangers and rapid cooling fans to aid the cooling and quench process. Vessels are designed to operate at back fill pressures in excess of 10Bar and the sequence must provide control of this part of the cycle.
Some furnace cycles also make use of back filling with inert gas or the use of circulation fans during the heating process this is to aid heat transfer below the radiant heat range. For cellular installations optional oil quench systems may be built into the design.
A simple typical profile is shown in Figure 4.
5. Interface with vacuum gauges. Special consideration needs to be taken over the interface of the control system with various types of vacuum gauges which are available.
Modern gauges tend to be of the wide range or active type where the output span is scaled to coincide with a defined logarithmic range of vacuum. Eurotherm control solutions employ standard input linearization to accommodate many industrial vacuum gauges and where new ones are used a simple technique is available to recalculate the linearization required.
Typical active gauges are:
Wide or full range gauges employ more than one measuring technique but have a continuous output across the range 10E0 to 10E-9.




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us