
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the Global Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
Increasing focus on reducing energy costs has led manufacturers to concentrate on new burner design techniques and important advances in efficiency gains have been made over the years. Burner management and control systems must be equally adaptive.
Eurotherm® provide efficient, well implemented control techniques capable of reducing operating costs whilst providing resources for greater flexibility in plant anagement and control. Burner combustion generally includes one or a combination of the following methods:
In actual practice, gas, oil, coal burning and other systems do not do a perfect job of mixing the fuel and air under the best achievable conditions. Additionally, complete mixing may be a lengthy process.
The regulation of excess air provides:
When a measurement of oxygen in the fuel gas is available, the combustion control mechanism can be vastly improved (since the percentage of oxygen in the flue is closely related to the amount of excess air) by adding an oxygen trim control module, enabling:
Modulation control is a basic improvement in controlling combustion.
A continuous demand signal is generated by a controller monitoring the furnace atmosphere.
Reductions in temperature lead to an increase in firing rate. The advantages of introducing burner modulation in combustion control include:
Most heat treatment processes require accurate control of the material temperature. With the advent of fast acting burners and burner control systems it is easy to implement very responsive cascade control to the furnace.
In this mode the burner is held under tight temperature control from a sensor very closely coupled to the delivered energy. The closely coupled slave loop responds to the demands of the master loop where the sensor is located within the work-piece. In this way the furnace can be completely optimized to the needs of both burner dynamics and the work-piece requirements giving maximum efficiency and guaranteed thermal processing.
A cross-limiting combustion control strategy ensures that there can never be a dangerous ratio of air and fuel within a combustion process. This is implemented by always raising the air flow before allowing the fuel flow to increase or by lowering the fuel flow before allowing the air flow to drop.
Cross-limiting combustion control is highly effective and can easily provide the following:
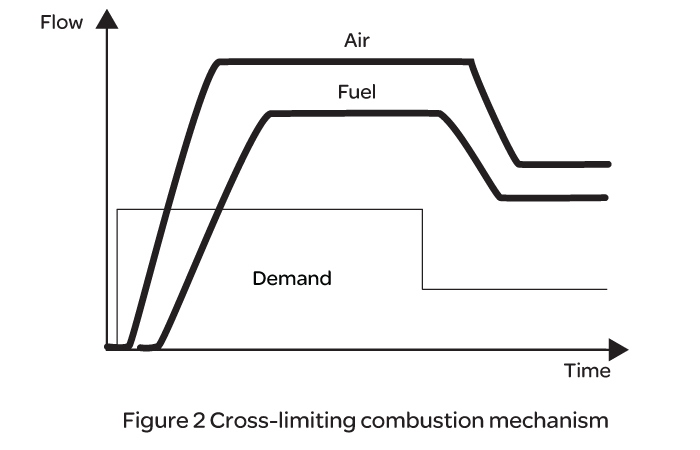
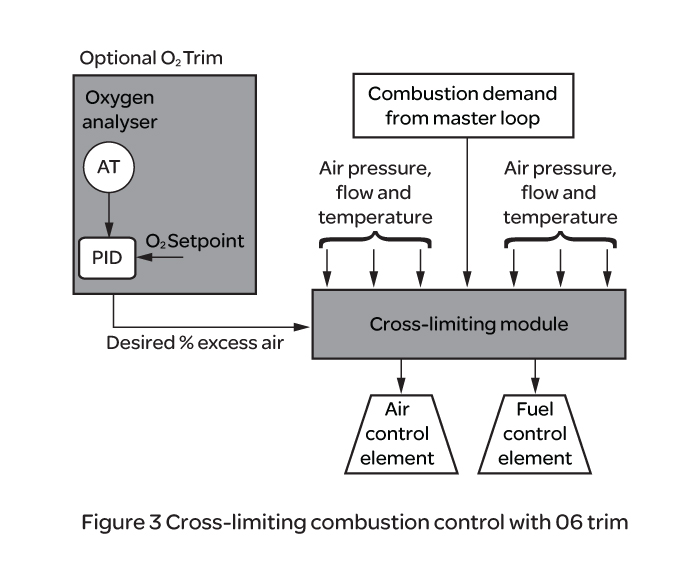
Figure 3 depicts a simplified control block diagram of the cross limiting combustion circuit. Combination firing of multiple fuels simultaneously can also be easily accommodated within the scheme.
Double cross-limiting combustion control is an enhancement to the above. It is achieved by applying additional dynamic limits to air and fuel setpoints. This translates to having the actual air/fuel ratio maintained within a preset band during and after transition. This method protects against having the demand signal driving the air/fuel ratio too lean, therefore reducing heat loss.




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us