
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the Global Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
The blast furnace area provides the raw material for steel-making. Iron produced in the blast furnace contains a high proportion of carbon, typically 4%, and lacks any of the additives needed to give the steel its various special properties.
The early iron-making process
The raw materials for iron-making, iron ore, limestone and coke, were usually found close to the foundry. Iron ore deposits in the Welsh mountains, which were visible and collectable above ground, were known as patches.
Smelting the iron ore required a large amount of heat, and a furnace was needed to contain the materials and withstand the high temperature. The first furnaces were made of stone and lined with fire bricks. The raw molten iron gathered in the bottom of the furnace and was tapped off into receptacles called pigs. The expression pig iron is still used in modern steel-making.
The principles of iron and steel manufacture have changed very little, except that very much bigger modern blast furnaces incorporate much more automatic control in order to increase the furnace output and efficiency.
Blast furnace construction
During the 1950s and the early 1960s, UK blast furnaces compared favorably with those in other countries. Hearth diameters in this period varied between 8 and 9.5 meters, with capacities of 1,800 to 2,000 tones per day and working volumes of around 1,500 m.
The productivity of the blast furnace was expressed as:
Output (tones/day)
Working Volume (m3)
Substituting the above figures gives productivity factors of 1.3 to 1.5.
By the mid 1960s, the Japanese had made major advances in blast furnace design. Daily output was increased from 3,000 to over 11,000 tones, with hearth diameters of 14 meters and working volumes between 4,000 and 5,000 m3. Productivity factors for these furnaces ranged between 2.0 and 2.5.
Comparing these figures to the UK figures, it is clear that increasing the blast furnace diameter from 8 meters to 14 meters increased the furnace productivity by only 50% or so.
Understanding the effects of other parameters on the iron-making process has increased productivity and efficiency dramatically. Examples are:
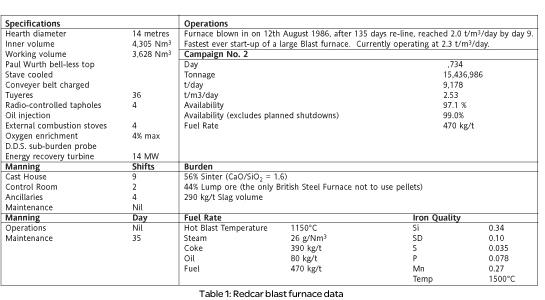
The UK has tended not to follow the Japanese approach of building larger furnaces, but British Steel at Redcar boasts the biggest UK furnace at 14 meters. Rated at 10,000 tones/day, it has actually produced 11,135 tones/day. Its availability is 97.1% including planned stoppages, and 99.9% if planned stoppages are excluded.
UK furnaces are considerably smaller than the Japanese, but come very close on efficiency. Table 1 (on page 2) gives the specifications of the Redcar furnace, which compares favorably with the Japanese, Korean, German and Italian furnaces.
Chemical & physical aspects of iron-making
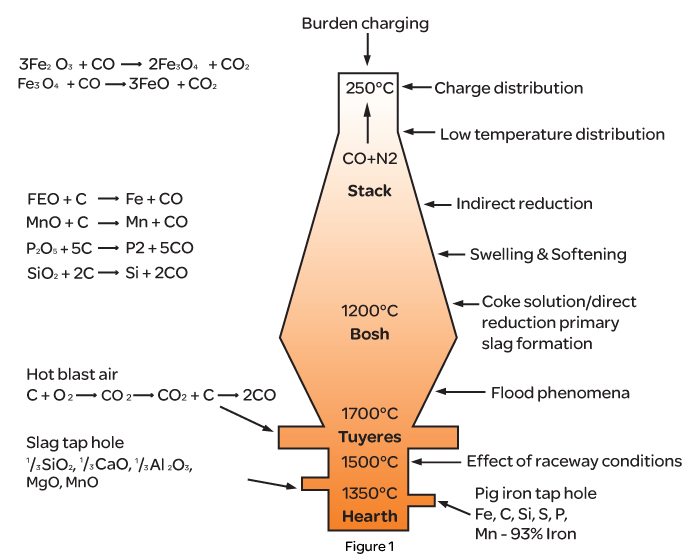
Figure 1 shows a schematic of a blast furnace and indicates the chemical reactions which take place in each area. This section discusses the physical properties of the materials at each stage of the iron-making process, and considers the conditions which encourage the chemical reactions.
Monitor burden passage
The furnace is charged with sinter pellets and rubble ore (iron bearing materials), flux and coke. Conventionally, the materials are charged through a rotating hopper distributor and two-bell system, although many modern furnaces have the Paul Wurth bell-less top which uses a rotating chute. Correct distribution at the furnace top is achieved by controlling the feed rate and the order in which the materials are fed in.
At the top of the blast furnace stack, indirect reduction of the iron ore by carbon monoxide takes place:
The iron-bearing ore and pellets then undergo low temperature breakdown, where the particle size is broken down. With some grades of ore, this can result in a large amount of fine material, which causes poor aerodynamic characteristics in the stack. It may fluidize and the furnace will not then ‘drive’ efficiently, causing output to drop.
At the bottom of the furnace, stack temperatures exceed 900-1000°C and the iron-bearing material can swell up, again causing low output, particularly when sinter pellets are used.
When the iron is hot enough to soften, two more reactions begin; carbon solution loss

and direct reduction

The best coke rate conditions are when maximum indirect reduction has taken place and before direct reduction begins. This is achieved by correct charge distribution and by using materials that are easy enough to reduce.
As softening progresses and the rate of reaction between coke and iron oxide increases,primary slag formation starts.
The final result of the movement of material through the furnace is the accumulation of molten iron and slag in the furnace hearth. Slag is the less dense material and it floats on the surface of the iron. There are tap holes or ‘notches’ at different heights in the hearth, so the iron and the slag can be tapped off separately through channels in the cast house floor.
Once solid, the slag takes the form of volcanic-like rock, and is sold mainly as infill material. The iron is now ready to be sent to the steel plant for further chemical processing (see Steel making application note).
The hot blast air is produced by passing cold blast air through preheated chambers or ‘stoves’, and heating the air to above 1000°C.
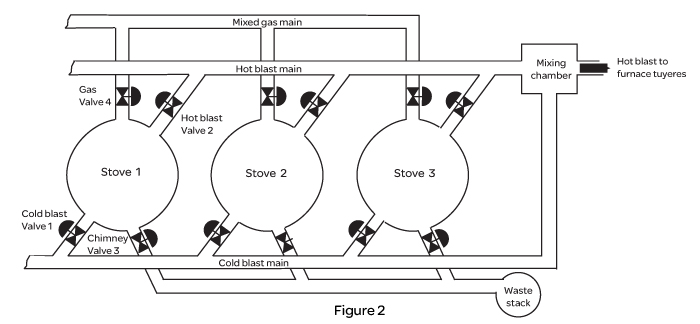
The stove is first heated up by burning gas and combustion air within the chamber and allowing the heat to be absorbed into the brickwork, or ‘chequerwork’. This mode is calledon-gas. When sufficient heat has been absorbed, the stove is put on-blast. In this mode, no combustion takes place, but cold blast air is forced through the stove and absorbs the heat to become hot blast. This is then mixed with cold blast to bring it to the right temperature, and is then forced into the blast furnace via the tuyeres near its base, as shown in Figure 2.
It is quite common to have three or four stoves, so that at any time one stove is on-blast while the others are on-gas or boxed. A boxed stove has been heated up to temperature and sealed, so that it is ready to go on-blast. If one stove is down for repair, it is possible to run on just two stoves.
Stove changeover
Figure 2 shows the layout of a typical stove system. The procedure for changing over from one stove to another is as follows:
Stove 2 is now put on-gas, to heat up again, now that its stored energy has been used. Valves 3 and 4 of stove 2 are opened during this stage, allowing gas and air to enter the stove, and the waste gases to leave once the gas has been burned. When the stove is up to temperature these valves are closed again, leaving the stove boxed.
Gas enrichment
The waste gas produced by the furnace is used as fuel in many areas of the steel works. Generally, however, its calorific value is very low and it requires the addition of natural gas and/or coke oven gas.
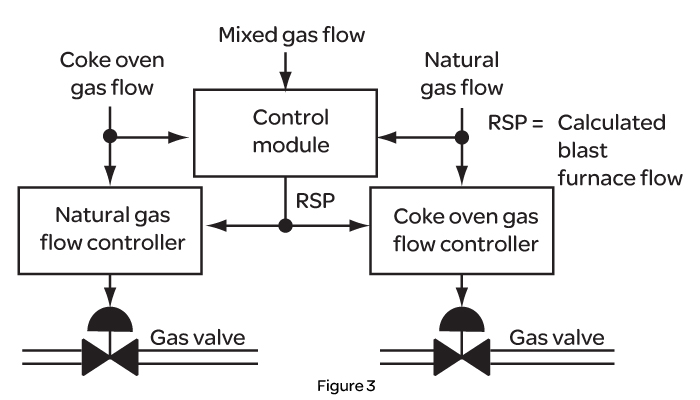
Figure 3 shows a typical control scheme, where the blast furnace gas flow rate is inferred by subtracting the natural gas and coke oven gas flow rates from the total mixed gas flow rate. This calculated value is then used as a ratio setpoint for the natural gas and coke oven gas control blocks, keeping the proportion of each type of gas entering the stove constant and achieving the desired calorific value of the total mixed gas.
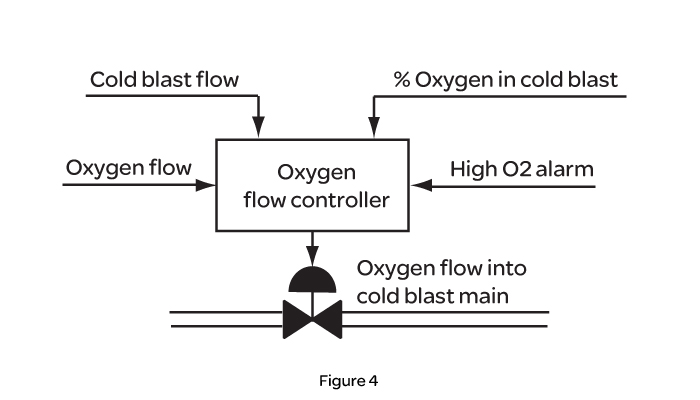
Oxygen enrichment of cold blast
It has been proven that a small increase in the oxygen content of the cold blast, to 22-24% instead of the 21% O2 content of normal air, improves the efficiency of the furnace.
The control scheme includes O2 analysis and independent shutdown equipment, but only the controller and its I/O will be discussed here. Figure 4 shows a schematic for this part of the process.
The cold blast flow is measured and oxygen is injected into the main, controlled by a ratio control block with the control blast flow as a ratioed PV. The actual O2 content of the cold blast is also measured, and this signal is used to trim the ratio of the oxygen to the cold blast, maintaining a constant value.
When a high O2 alarm is activated, the usual requirement is that the O2 control valve is immediately closed. Additional and separate alarm circuitry shuts the isolation valves. The control valve closes due to the track action of the controller.
Stoves combustion control
Three control modules are required in order to achieve the following:
The gas flow into the stoves is measured and controlled to a local setpoint. The gas flow reading is used as a setpoint for the air flow ratio controller. The combustion control mechanism is similar to the one described in the Soaking Pits Application Note.
The O2 reading trims the air/fuel ratio, until the dome temperature nears its required value – then the dome temperature controller output replaces the O2 trim signal activated by the dome controller high target temperature. This action increases the air flow to the stove, while keeping the gas flow constant. This mode is known as excess air, and has the effect of increasing the heat distribution in the stove while cooling the stove dome. A steady temperature is maintained within the stove, and the heat is absorbed into the chequerwork.
This on-gas phase continues until the stove has absorbed enough heat, when it can be boxed or put back on blast.
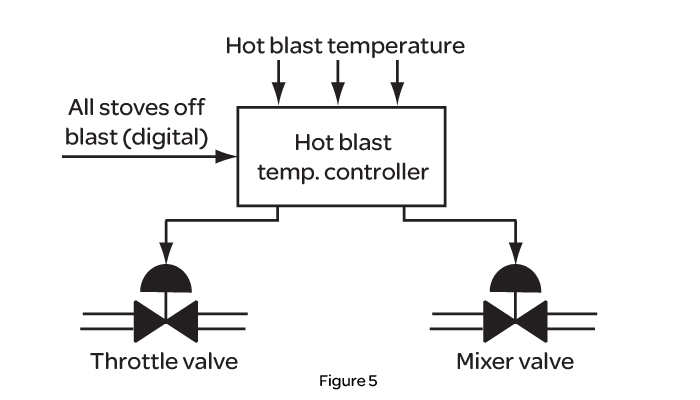
Hot blast temperature control
After leaving the stoves, the hot blast enters the base of the blast furnace via the tuyeres. It passes up through the furnace, reacting with the coke, ores and fluxes, and emerges as top gas, containing mainly CO and CO2. The upwards pressure from the gases supports the burden, so that there is a pressure drop of 1.4 bar across the burden, irrespective of the top gas pressure. With this pressure difference, the furnace permeability is good – i.e. the materials move downwards through the furnace at the right speed.
The hot blast temperature needs to be kept constant, to maintain good furnace efficiency. The temperature of the hot blast leaving the stove decreases as the stove cools down, so to achieve a constant temperature the hot blast is mixed with cold blast in the mixing chamber (see Figure 2).
The proportion of hot to cold blast is controlled by a control module which also throttles the cold blast to the stoves. As the stove’s energy is used up, the hot blast temperature falls, and the amount of cold blast which is mixed with it is decreased. The flow of cold blast into the stove is also reduced, so that the gases spend longer in the stove to absorb the heat.
The hot blast temperature control scheme is depicted in Figure 5.
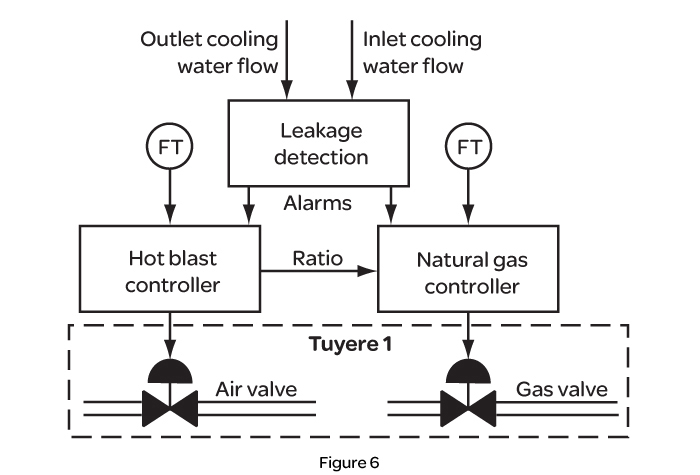
Tuyere flows control
The hot blast air and natural gas are injected into the blast furnace through tuyeres distributed around the perimeter, typically 24 or 36 off.
Whilst the overall natural gas flow is ratioed to the cold blast flow, each individual tuyere also has natural gas to hot blast air ratio control. Figure 6 illustrates the use of one control module to ratio the natural gas flow to hot blast air for one tuyere.
Additional analogue inputs are used to check for water leakage within the tuyere by comparing inlet and outlet water flows.




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us