
欢迎访问Eurotherm网站
我们发现您可能更喜欢此网站。如果需要,请使用上面的语言下拉列表更改您的选择。
Go to Global
欢迎访问Eurotherm网站
我们发现您可能更喜欢此网站。如果需要,请使用上面的语言下拉列表更改您的选择。
在水进入锅炉之前,需先进行化学处理,以去除其中可能会对锅炉造成腐蚀、以及可能影响工艺过程中的蒸汽质量的腐蚀性元素。
从给水过程进入锅炉的化学物质必须从锅炉中清除掉。否则锅炉可能会出现积垢、腐蚀、金属发脆或开裂、残留和起泡。因此,必须保持锅炉内部适当的化学平衡。
这可以通过排污控制来实现。 该工艺包括激活位于锅炉汽包的排污阀机制,并从锅炉水面下方放出一小部分水(含溶解的固体和没有溶解的沉淀物)。
这可以通过排污控制来实现。 该工艺包括激活位于锅炉汽包的排污阀机制,并从锅炉水面下方放出一小部分水(含溶解的固体和没有溶解的沉淀物)
为达到锅炉内部的化学平衡,通过排放从汽包中排除的化学物质数量必须等于从给水过程中进入的化学物质数量。由于蒸汽负荷出现变化,给水量会发生变化,排污量也同样如此。
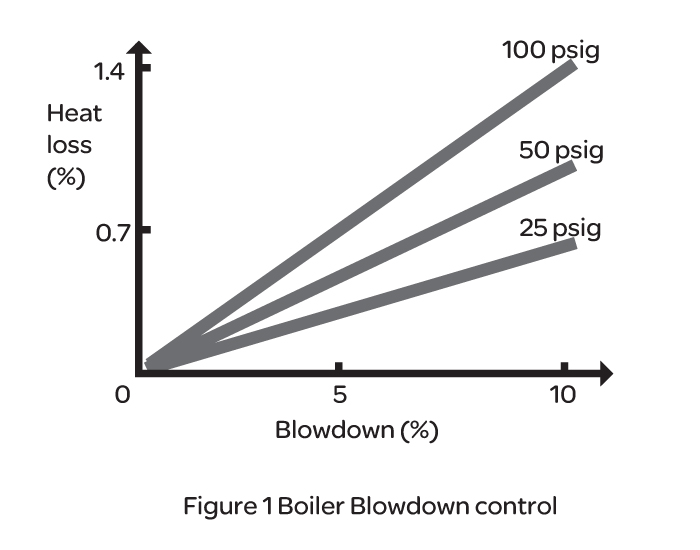
另一方面,过量排污会导致锅炉工厂效率低下,因为每次排污都会因水的排出而造成热损失。燃料的成本和热损失是直接相关的。水和化学物质的成本也需要考虑。在从锅炉中去除溶解的固体以及保证锅炉工厂成本效率之间需要加以平衡。
对于运行效率为 80% 的锅炉,其最大蒸发率为 5,000kg/hr(10 bar 压力),其进水温度为 70°C。在 5,000kg/hr 的蒸发率中,4,500kg/hr 的蒸汽被导出,而 500kg/hr 则通过排污损失掉了。使用蒸汽表计算时,水和蒸汽中的热量分配为
4,500kg/hr ( 2,357kJ/kg = 9,621,274kJ/h
500kg/hr ( 357 kJ/kg = 178,500 kJ/h
总计9,799,774kJ/h 或 2,723kW
上述例子是仅使用基交换软化法的现代锅炉厂的典型情况。当使用去矿物水时,排污率要低很多。在本例中,热损失相当于所消耗燃料的 1.8%。
以连续工作一年计,每台锅炉大约消耗 46,500 立方米的天然气、44,500 升燃油或 70 吨煤。此外,获取和处理锅炉系统用水的成本也应考虑在内。
排污控制可分为即时或连续系统,可进行手动、半自动或全自动控制。
最简单的排污控制是即时手动控制系统,每班次操作一次,以便将锅炉的溶解总固体 (TDS) 降到远低于锅炉设定上限的足够的水平。TDS 可以允许在下个班次中积聚,直到再次达到上限为止。
在排污之前应先进行 TDS 检测,从而能够调节时间,以反映每天都可能出现的锅炉平均负荷的变化。
优点:
缺点:
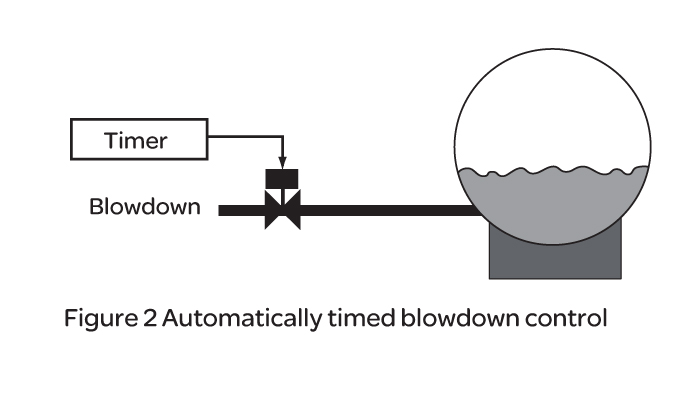
图 2 显示的是一套简单的半自动系统,根据预设时序,用一个计时器控制短时间内的排污。此外,对使用该系统的锅炉需要每天进行检测,从而将锅炉和系统工作状态的变化考虑在内,以便对时序做出相应调节。
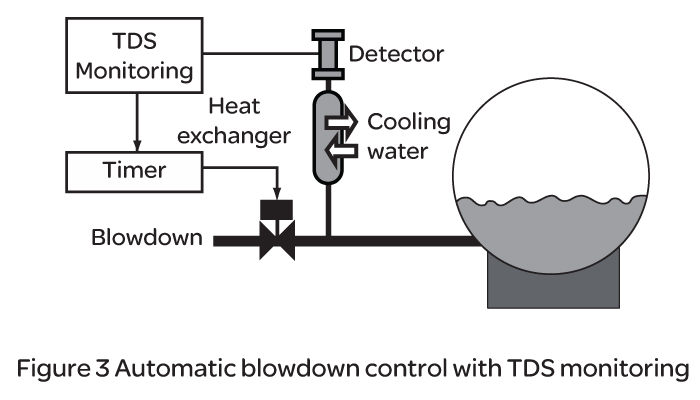
可以安装图 3 中的 TDS 监控装置将系统改为全自动式,这样可以在所要求的 TDS 水平变化时跳过计时器。
缺点:
在需要热回收的情况下最好选用连续排污系统。这种最简单的系统形式是在常规锅炉水质检测后用一个阀来调节排污。阀的位置由锅炉压力、TDS 水平和所需排污量决定。
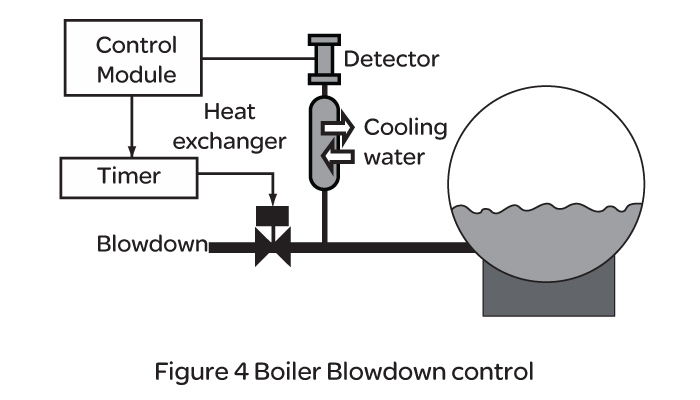
如图 4 所示,控制模块通过接收位于冷却的排污侧流处的 TDS 探头发出的输入信号,来调节排污阀。为保证系统正常工作,冷却的排出污水必须连续流过探头。
图 4 连续排污控制
优点:
有沉积的锅炉蒸发器也可以排污。该排污过程是通过间歇打开相应的阀门来冲刷积垢的。
欧陆工艺自动化可以提供连续式、间歇式或兼有连续式和间歇式排污控制的控制模块。




产品选择器