
欢迎访问Eurotherm网站
我们发现您可能更喜欢此网站。如果需要,请使用上面的语言下拉列表更改您的选择。
Go to Global
欢迎访问Eurotherm网站
我们发现您可能更喜欢此网站。如果需要,请使用上面的语言下拉列表更改您的选择。
高炉区为炼钢提供原材料。高炉炼成的铁含有很高比例的碳,通常为 4%,不含任何使钢材具有各种特殊属性的添加剂。
初期炼铁工艺
在铸工车间的附近通常可以看到炼铁的原材料,铁矿石、石灰石和焦炭。Welsh 山脉的铁矿床是露天的,被称为Patches。
熔炼铁矿石需要大量的热量,熔炉需要能容纳原材料并经受起高温。第一台熔炉由石头构成,内砌有耐火砖。铁水聚集在熔炉底部,通过接头注入称为 “pigs ” 的容器中。在现代的炼钢领域中,仍然在沿用pig iron 的说法。
钢铁制造的原理基本不变,但现代化的超大型高炉融合了更多的自动控制功能,目的是为了提高熔炉的产量和效率。
高炉结构
在二十世纪五十年代和六十年代早期,英国高炉比其他国家的高炉更受欢迎。在这一时期的炉缸直径在 8 和 9.5 米之间变化,产量为每天 1,800 到 2,000 吨,容积为大约 1,500 立方米。
高炉生产率可表示为
输出 (吨/天)
上图给出的生产系数为 1.3 到 1.5。
到六十年代中期,日本人已经在高炉设计方面取得了领先。日产量从 3,000 吨增加到 11,000 多吨,炉缸直径增加为 14 米,工作容积在 4,000 和 5,000 立方米 之间。这些熔炉的生产率范围在 2.0 和 2.5 之间。
与英国的数据相比,高炉直径明显从 8 米增加到 14 米,但高炉产量只增加了大约 50%。
炼铁工艺其他参数的影响已经显著地提高了生产率和效率。例如:
英国试图不按照日本建造大型熔炉的方法,但是位于 Redcar 的 British Steel 自称最大的英国熔炉为 14 米。产量为 10,000 吨/天,实际产量为 11,135 吨/天。它的可用性为 97.1%,其中包括了计划中的停机时间,如果排除这个时间之外,可用性为 99.9%。
英国熔炉比日本小的多,但更加有效率。表 1 (第 2 页上)给出了 Redcar 熔炉的技术规格,与日本、韩国、德国和意大利的熔炉相比更有吸引力。
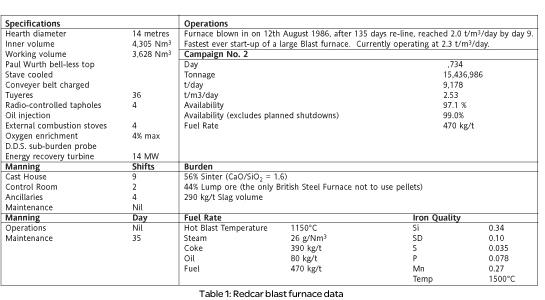
表 1 Redcar 高炉数据
炼铁的化学和物理性质
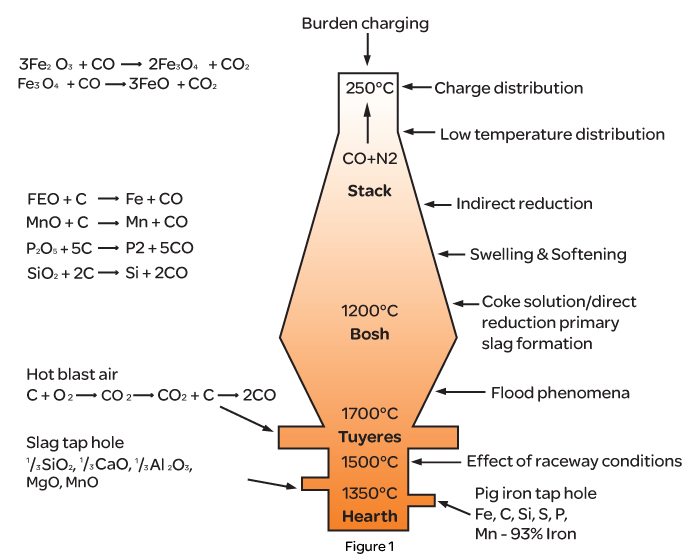
 图 1 显示的是高炉的简图,表示了在每个区域的化学反应。本部分讨论了在炼铁工艺每个阶段的材料的物理性能,并研究了能够激发化学反应的条件。
图 1 显示的是高炉的简图,表示了在每个区域的化学反应。本部分讨论了在炼铁工艺每个阶段的材料的物理性能,并研究了能够激发化学反应的条件。
表 1 高炉
监控负荷通道
在熔炉中装入烧结物颗粒和粗矿石(含铁矿石)、熔剂和焦炭。虽然许多现代化的熔炉已经具有使用旋转斜槽的 Paul Wurth,但是通常原材料还是通过旋转进料斗分配器和两个贝尔系统进行添装。通过控制给料速度和原材料装填的顺序,可以在炉顶调整材料分配。
在高炉烟囱顶部,铁矿石通过一氧化碳进行间接还原:

含铁矿石和颗粒经过低温破坏,被破碎成颗粒大小。使用一些等级的矿石可以生成大量粉矿,会导致炉身中的空气动力特性变差。这样可能会发生流态化,熔炉将无法有效地“驱动”,从而导致输出量下降。
在熔炉底部,锅炉炉身温度超过 900-1000°C,含铁物料可能会膨胀,又导致输出量降低,特别是在使用烧结物颗粒时。
当铁矿石热到足够软化时,开始两种反应;碳 溶解损失

和 直接还原
最佳的焦比条件是在发生最大间接还原时以及在直接还原开始前。这个操作通过校正炉料分配和使用足够、容易减少的材料来完成。
 当在焦炭和氧化铁之间的软化进程和反应速度增加时,启动初级造渣。
当在焦炭和氧化铁之间的软化进程和反应速度增加时,启动初级造渣。
表 2 窑简图
原材料通过熔炉移动的最终结果是铁水和矿渣堆集在炉底。矿渣是密度较低的原材料,它浮在铁水的表面。在炉床的不同高度上有一些出钢口或“凹口”,因此铁和矿渣可以从高炉出铁场底板不同通道导出。
一旦凝固,矿渣就像火山岩一样,主要作为填充材料销售。现在,铁可以随时送到炼钢厂进行进一步化学处理(参见炼钢应用产品说明)。
冷风通过预热室或“窑”成为热风,被加热到 1000°C 以上。
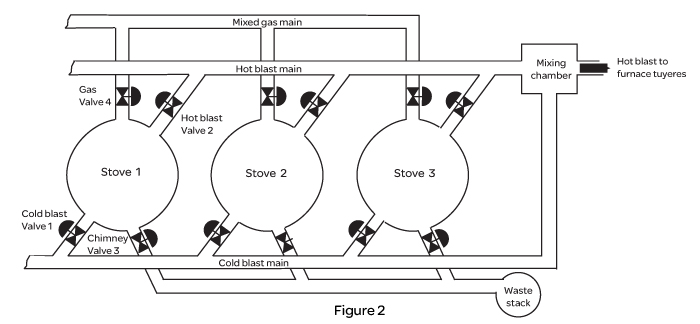
窑炉先通过炉室内的燃烧气体和燃烧空气加热,使热量被吸收到炉墙,或 “chequerwork” 中。 这种模式被称为on-gas。当吸收了足够的热量时,窑开始释放on-blast。在这种模式中,不会发生燃烧,但是冷风被压入窑炉中,吸收热量称为热风。然后和冷风混合到适当的温度,通过靠底座的鼓风口被压入高炉内,如图 2 所示。
通常都会有三或四个窑炉,以便可以在任何时候都有一个窑炉为鼓风状态,而其他的为热风炉燃烧状态或boxed状态。窑炉被加热到一定的温度并被密封,因此随时可以进行鼓风。如果一个窑炉接受维修,就可以切换到令两个窑炉。
窑炉切换
图 2 显示了典型窑炉系统的布置图。从一个窑炉切换到另一个窑炉的程序如下所示:
2 号窑炉开始燃烧,再次加温,它储存的能量现在可以使用。2 号窑炉的 3 号和 4 号阀在这一过程中打开,使燃气和空气都进入窑炉,并且在开始燃烧时排出废气。当窑炉达到温度时,这些阀再次关闭。
燃气浓缩
熔炉生成的废气在钢铁厂的许多区域都可以作为燃料。但是,通常它的发热值是非常低的,它需要增加天燃气及焦炉煤气。
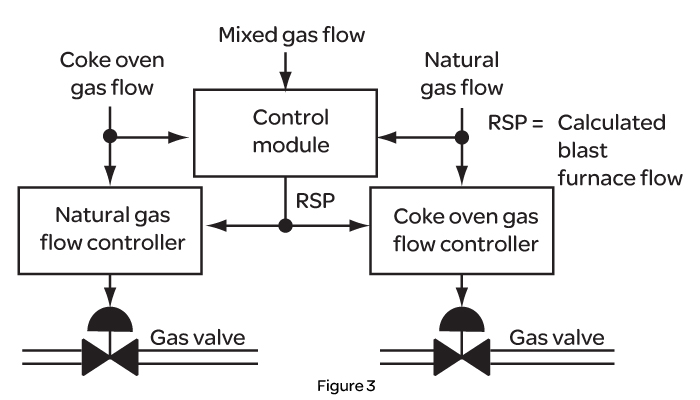
 图 3 显示了一个典型的控制原理图,通过从总混合气体流速中减少天燃气和焦炉煤气流量来控制高炉煤气流速。该计算值被用于天燃气和焦炉煤气控制块的比例给定值,保持输入到窑炉的各种燃气的比例,并实现总混合气体所要求的发热值。
图 3 显示了一个典型的控制原理图,通过从总混合气体流速中减少天燃气和焦炉煤气流量来控制高炉煤气流速。该计算值被用于天燃气和焦炉煤气控制块的比例给定值,保持输入到窑炉的各种燃气的比例,并实现总混合气体所要求的发热值。
表 3 燃气浓缩控制
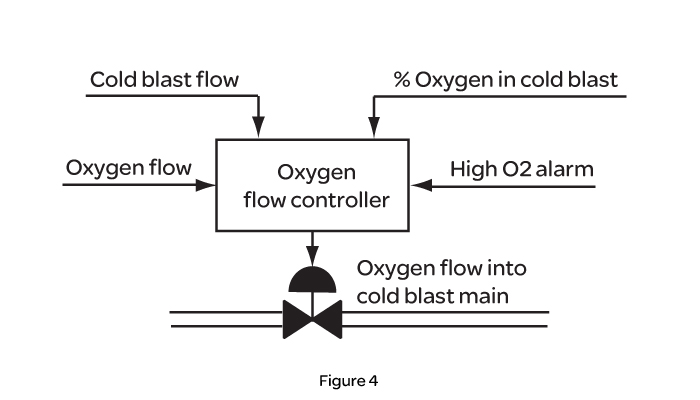
高含氧量的冷风
已经证明略微增加冷风中的氧含量,从标准空气的 21% 增加到 22-24%,可以有效提高熔炉的效率。
 控制原理图包括 O2 分析和独立停机设备,但是这里只讨论控制器及其 I/O。图 4 显示了这部分工艺的原理图。
控制原理图包括 O2 分析和独立停机设备,但是这里只讨论控制器及其 I/O。图 4 显示了这部分工艺的原理图。
表 4 高含氧量的冷风
测量冷风流量,将氧气注入到主喷嘴中,通过具有控制鼓风流量功能的比率控制块进行控制。冷风的实际含氧量也可以测定,该信号用于修正注入冷风的氧气比例,从而保持一个恒定值。
当激活高含氧量高警报时,通常需要立即关闭氧气调节阀。另外一个独立的警报回路会切断隔离阀。由于控制器的跟踪作用,调节阀关闭。
窑炉燃烧控制
有三个控制模块实现以下功能:
进入窑炉的燃气气流是可以测定的,并控制到一个局部的给定值。燃气气流度数被用作气流比例控制器的给定值。燃烧控制机理类似于在“均热处理 Pits 应用产品说明”中说明的那样。
O2 度数修正空气/燃料比,直到炉顶温度接近它的目标值为止,然后炉顶温度控制器输出替换由炉顶控制器高目标温度激活的 O2 修正信号。该操作在保持燃气流量为常数的同时,增加进入窑炉的空气气流。该模式被称为空气过量,在冷却窑炉炉顶的同时增加窑炉内的热量分布。窑炉内的温度保持稳定,热量被吸收到炉壁中。
燃烧阶段持续到窑炉热量吸收足够为止当它返回到鼓风状态。
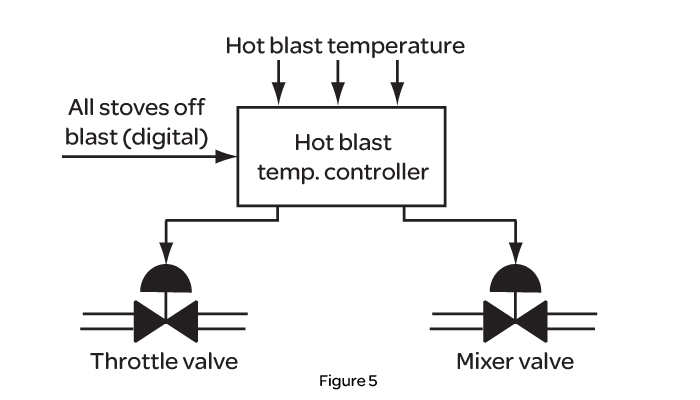
热风温度控制
在离开窑炉后,热风通过鼓风口送入到高炉的底座。热风通过熔炉向上传送,与焦炭、矿石和熔剂反应,混合成高炉炉顶煤气,主要含有 CO 和 CO2。燃气向上的压力支持着负荷,因此不管高炉炉顶煤气压力是多少,都使负荷上的压降为 1.4 bar。正是因为有这个压差,炉内具有良好的透气性,及使原料以正确的速度向熔炉下部移动。
 热风温度需要保持恒定,以维持较高的窑炉效率。由于窑炉的冷却,热风在离开窑炉时温度下降,因此,为了实现恒温,热风需要和冷风在混合室中进行混合(见图 2)。
热风温度需要保持恒定,以维持较高的窑炉效率。由于窑炉的冷却,热风在离开窑炉时温度下降,因此,为了实现恒温,热风需要和冷风在混合室中进行混合(见图 2)。
热风和冷风的比例由一个控制模块控制,该控制模块还可以节流进入窑炉的冷风。当窑炉的能量用尽时,热风温度下降,冷风量降低。进入窑炉的冷风的流量还在降低,使燃气在窑炉内的时间更长,从而可以吸收更多的热量。
图 5 介绍了热风温度控制原理图。
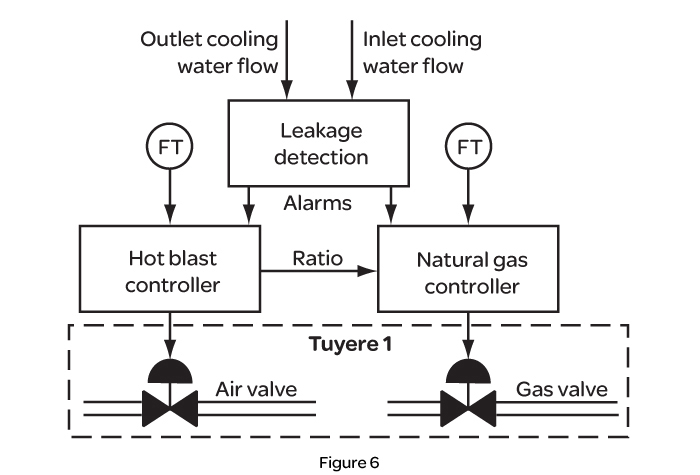
鼓风口流量控制
热风和天燃气通过围绕窑炉一周分配的鼓风口注入到高炉内,通常被有 24 或 36 个。
表 6 鼓风口控制
当全部天燃气流量与冷风流量成比例时,每个鼓风口也都具有天燃气和热风的比例控制。图 6 说明了使用一个控制模块调解一个鼓风口的天燃气流量和热风流量的比例。
增加模拟输入通过比较进水口和排水口流量,可以检查鼓风口内的漏水情况。




产品选择器