
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the Indian Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
The batch house is one of the most essential parts of a glass manufacturing site. Allowed down times are normally extremely short which implicates that the batch house operation has to be very reliable. Taking into account that such a batch house normally needs to supply several different recipes of raw material batches to multiple high pull rate furnaces it becomes clear that batch house design and automation asks for lot of “glass expertise”.
With up to 2.800 I/O points Batch House Automation systems are even more complex than furnace automation systems. Eurotherm delivers system conceptual design, detailed engineering, cabinet building, system programming, testing and installation and commissioning to actual silo and hopper filing, batch weighing, batch transport, mixing and cullet returns.
The batch process of the glass facility is normally divided into four sections. Each of the sections, or process cells, can be controlled either from the Distributed Control System (DCS) or from the Local Control System (LCS).
It consists of feeding the raw matarial into one of multiple silos or hoppers. When unloaded from the trucks raw material is conveyed through a series of bucket elevators and conveyor belts to the silica, soda ash, limestone, feldspar or sodium sulphate silo. Each of these silos are fitted with level transmitters, pressure switches and over pressure flaps that are all mounted and controlled by the Eurotherm Foxboro PAC System. The silos will have a series of dedusting units that help in trapping the excess dust, which tends to rise as the silos get filled up. These dedusting units comprise of dust collectors and blower fans. At every stage magnetic separators will prevent iron impurities finding their way into silos.
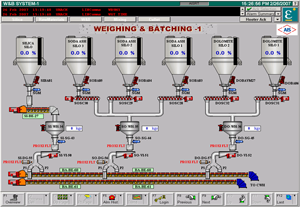
Batch weighing and transport
This section deals with the weighing, dosing and transport issues of the batch plant. Dosing into the weigh scales is either through screw feeders, pneumatic feeders or vibrating feeders.
Both coarse and fine dosing from the feeders into the weigh scales is controlled by Eurotherm AC inverters. The time and sequenced dosing of the raw material is completely controlled by the Eurotherm Suite System. The conveyors are again controlled by Eurotherm AC inverters.
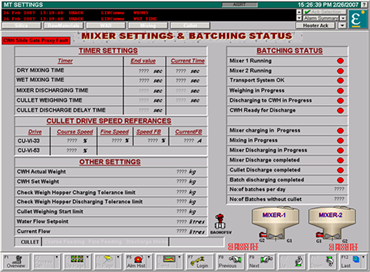
Mixers
Normally a plant is equipped with several mixers each driven by a 110kW motor that can be controlled with a Eurotherm flux vector AC drive. Raw material is fed to the mixer that has to be filled through a swivel pipe. The Eurotherm Foxboro PAC also controls the elaborate water and oil feeding options that are used to ensure that the mix reaches the desired consistency before it is fed on to the main conveyor belt.
Cullet is added to the mix on the conveyor belt to get the final mixture that is ready to be loaded in the furnace. When the final mix is not of the desired quality it is rejected and fed to a waste hopper.
Single or multiple batch chargers takes the final mix form the furnace silos from where it is fed into the melting furnace.
Cullet and cullet return
As almost every glass producer is using cullet from external suppliers or cullet that is returned from its own production line. The cullet handling part of the control system deals with the loading of the cullet silo with material of the cullet yard as well as the cullet crushing and return from the float line. Eurotherm AC inverters control the operation of line crushers, water crushers finger drops and breakers as well as the conveyor belts that transport the cullet directly back into the batching process or to the cullet yard. Incoming cullet from external sources is loaded into a hopper that feeds the cullet to a series of crushers. On its way to the cullet silo the cullet passes magnetic detectors and magnetic separators that keep iron parts away from the silo and finally from the raw glass melt.

Safety
From a safety point of view the systems supplied are in compliance with all the relevant safety and machine directives. Emergency stop switches, pull cord switches zero speed detector units and belt sway detectors secure to bring the plant into a safe state when an emergency does arise.




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us