Bienvenido al portal web de Spanish
Hemos detectado que puede preferir el sitio Global. Utilice el menú desplegable de idiomas arriba para cambiar su selección si es necesario.
Go to Global
Bienvenido al portal web de Spanish
Hemos detectado que puede preferir el sitio Global. Utilice el menú desplegable de idiomas arriba para cambiar su selección si es necesario.
El recocido es un proyecto en el cual metales, vidrio y otros materiales se someten a tratamiento para reducir su fragilidad y aumentar su docilidad. El recocido continuo del acero somete una lámina de producto a una serie de hornos para elevar y perfilar la temperatura de la lámina en función de su grado y dimensiones. El resultado final es una mayor ductilidad y la eliminación de las deformaciones, que pueden provocar fallos.
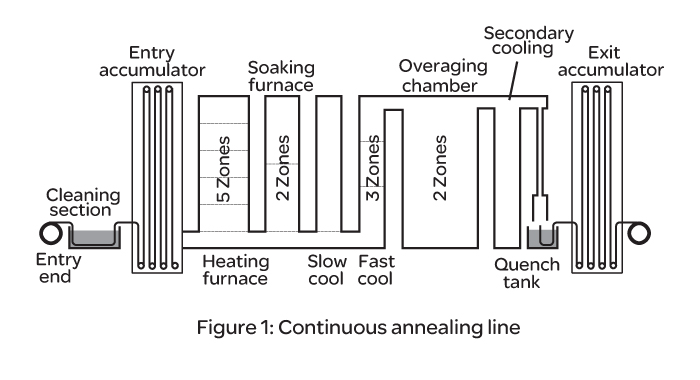
La figura 1 muestra la naturaleza lineal de una línea de recocido continuo. Debido a que la longitud total de una lámina en el sistema de hornos es de varios kilómetros, los hornos se disponen en vertical y la lámina hace varias pasadas dentro de cada horno.
Las líneas de recocido continuo tienen las siguientes características:
Los acumuladores sirven de áreas de almacenamiento entre las bobinas de acero (desenrollándolo en el punto de entrada y enrollándolo en el de salida) y la lámina continua que atraviesa la secuencia de hornos. Dado que cuando la bobina vacía se detiene, se sustituye por una nueva bobina llena y ambas láminas se sueldan juntas, el acumulador de entrada proporciona una lámina continua. De forma similar, el acumulador de salida se enrolla mientras se descarga una bobina llena en el punto de salida. (Figura 1: línea de recocido continuo)
Los hornos son necesarios para conferir al acero las propiedades deseadas calentándolo hasta temperaturas y perfiles determinados, lo que determina la estructura granular del metal, y para prepararlo para otros procesos, como el galvanizado.
En el horno de calentamiento, la lámina fría se calienta hasta la temperatura máxima del perfil de recocido. Debido al peligro de contaminación por oxígeno y a los puntos calientes provocados por la llama, el calor se emite por radiación a la lámina utilizando tubos radiantes cerámicos, calentados mediante gas.
Se utiliza el horno de termodifusión, calentado mediante electricidad, para mantener la temperatura de la lámina.
La primera de las secciones de enfriamiento primario es la cámara de enfriamiento lento, en la que dos sopladores de velocidad variable impulsan el gas de la atmósfera a través de dos intercambiadores de calor refrigerados por agua. La segunda de las secciones de enfriamiento primario es la cámara de enfriamiento rápido, en la que la lámina se enfría con un ventilador de velocidad variable y se determina la duración del enfriamiento mediante la posición de tres registros a lo largo de su longitud vertical. Esta cámara está dividida verticalmente para controlar el perfil térmico a lo largo de la anchura de la lámina mediante el uso de un pirómetro de exploración.
La cámara de hiperenvejecimiento está equipada con un sistema de calentamiento eléctrico para mantener la lámina a una temperatura intermedia.
La sección de enfriamiento secundario enfría la lámina con ventiladores de velocidad variable en cascada, que impulsan el gas de recirculación enfriado mediante intercambiadores de calor refrigerados por agua.
El enfriamiento final se obtiene mediante la pulverización y la inmersión en agua.
Es conveniente para la productividad mantener la lámina en movimiento a través de los hornos en todo momento. Sin embargo, es inevitable que se produzcan averías y que la lámina se detenga. En este caso, existe el riesgo de que la lámina se sobrecaliente y se rompa, lo que provocaría graves trastornos.
Por lo tanto, el sistema de control planifica y gestiona la velocidad, la desaceleración y la detención de la línea. Las acciones vitales son reducir el encendido del horno de calentamiento y mantener la presión del gas en la atmósfera por el enfriamiento de la lámina.
Para evitar que la lámina se oxide, la atmósfera que la rodea en el interior de los hornos se compone de una mezcla controlada de H2 y N2 (amoniaco descompuesto NH3 que proporciona un 5 % de H2 y un 95 % de N2) aunque en ocasiones solamente se utiliza hidrógeno. Los propios hornos son estancos al gas y cada uno de ellos se mantiene a una presión ligeramente positiva.
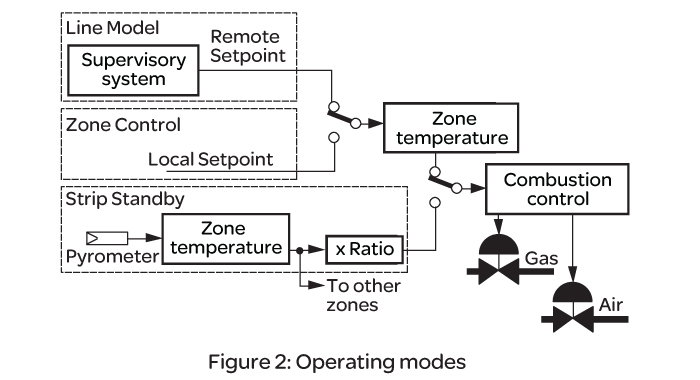
La planta tiene tres modos de operación normal, como ilustra la figura 2.
En el modelo lineal, el sistema de supervisión del modelado proporciona los puntos de consigna de velocidad, tensión, temperatura de la zona y registros, además de otras salidas basadas en el calibre actual, la anchura y el revenido de la lámina. El sistema de supervisión calcula y optimiza los puntos de consigna del controlador y utiliza retroalimentación y proalimentación para modificar los distintos algoritmos. Por ejemplo, si la bobina recién cargada es más ancha y pesada que la lámina actual, la base de datos de modelado prevé (mediante detectores de soldadura) cuánto entrará la nueva lámina en el horno de calentamiento. Entonces, incrementa por adelantado los puntos de consigna de temperatura de zona, pero también incrementa la velocidad de la línea para que la lámina actual no se sobrecaliente. Cuando la lámina actual sale de los hornos calientes, la velocidad se reduce para que la nueva lámina, más pesada, pase más tiempo en el horno de calentamiento. (Figura 2: modos de operación)
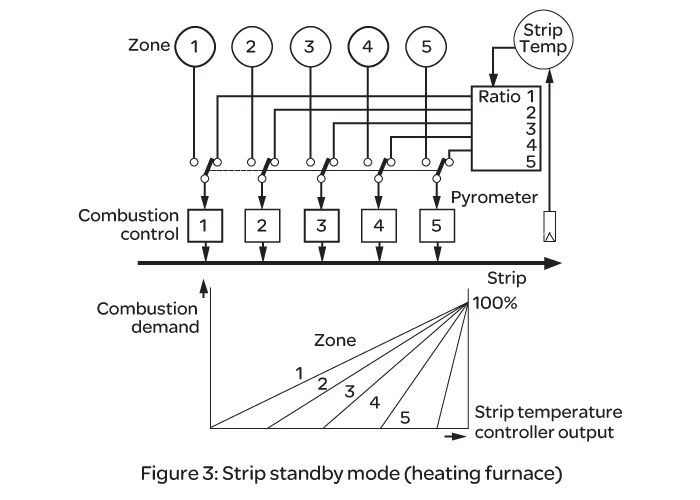
En el modo de lámina en espera no se utilizan los controladores de temperatura de zona. La demanda de combustión para cada zona se obtiene a partir del siguiente controlador de temperatura de la lámina (véase la figura 3). En este modo, las zonas se incrementan progresivamente en base a distintos puntos de inicio para obtener una respuesta térmica uniforme.
En el modo de control de zona, se utilizan los controladores de temperatura de zona con puntos locales de consigna.
El operario se encarga de seleccionar el modo operativo para cada horno. Sin embargo, en determinadas circunstancias, se ejecutan acciones automática e inmediatamente. Por ejemplo, si la velocidad de la línea cae por debajo de un límite, se deselecciona automáticamente el modo de lámina en espera, puesto que la lectura del pirómetro deja de ser representativa. Entonces, se reducen los puntos de consigna de los controladores de zona (si se usa el modo de modelo lineal) o se ajustan los controladores en un punto de consigna inferior (en el control de zona). (Figura 3: modo de lámina en espera (horno de calentamiento))
El galvanizado consiste en la práctica de sumerger hierro o acero limpio y libre de óxido en cinc fundido con el fin de formar un recubrimiento de cinc unido metalúrgicamente a la superficie del hierro o acero. El cinc protege la superficie frente a la corrosión:
Incluso si la superficie sufre un arañazo y queda expuesto el metal base, el cinc se consume lentamente y el hierro o acero sigue protegido de la corrosión.
El galvanizado consta de cuatro pasos fundamentales:
El proceso de galvanizado en caliente, ilustrado en la figura 4, puede adaptarse para recubrir prácticamente todos los tipos de productos fabricados y no fabricados, como cables, planchas, láminas, tuberías, tubos, etc. Este proceso utiliza prestaciones de control muy parecidas a las que se utilizan en el proceso del recocido continuo. Las principales áreas de control son: