Bienvenido al portal web de Spanish
Hemos detectado que puede preferir el sitio Global. Utilice el menú desplegable de idiomas arriba para cambiar su selección si es necesario.
Go to Global
Bienvenido al portal web de Spanish
Hemos detectado que puede preferir el sitio Global. Utilice el menú desplegable de idiomas arriba para cambiar su selección si es necesario.
El acero está formado principalmente por hierro, si bien se eliminan altos niveles de carbono (por ejemplo el 4 %) y se mantiene una cantidad controlada. La cantidad de carbono presente en el acero es muy importante para el modo en que se comporta el material después del tratamiento térmico. La tabla 1 ofrece alguna indicación sobre estas propiedades.Tabla 1: los efectos del carbono en aplicaciones de acero
Se utilizan varios aditivos para mejorar las propiedades básicas del acero al carbono; por ejemplo, se emplea molibdeno para mejorar la resistencia al calor y la dureza; el níquel mejora la tenacidad y la ductilidad. Las diferentes propiedades exigidas al acero para diferentes usos (como cabezas de martillos o carrocerías de automóviles) determinan el tipo de acero utilizado y cómo se trata mediante calentamiento controlado y laminación en frío y en caliente. La tabla 2 aporta más datos sobre los aditivos del acero. Tabla 2: aditivos del acero
El hierro fundido procedente del alto horno se transporta en contenedores especiales recubiertos de ladrillo refractario en vagonetas sobre raíles (con una capacidad que varía entre 200 y 450 toneladas) a la planta de fabricación, donde el hierro se refina para producir acero de la calidad y composición deseada.
En la planta de fabricación de acero, el hierro se trata en dos fases: primero se elimina el carbón y segundo se añaden aditivos que modifican las propiedades del acero.
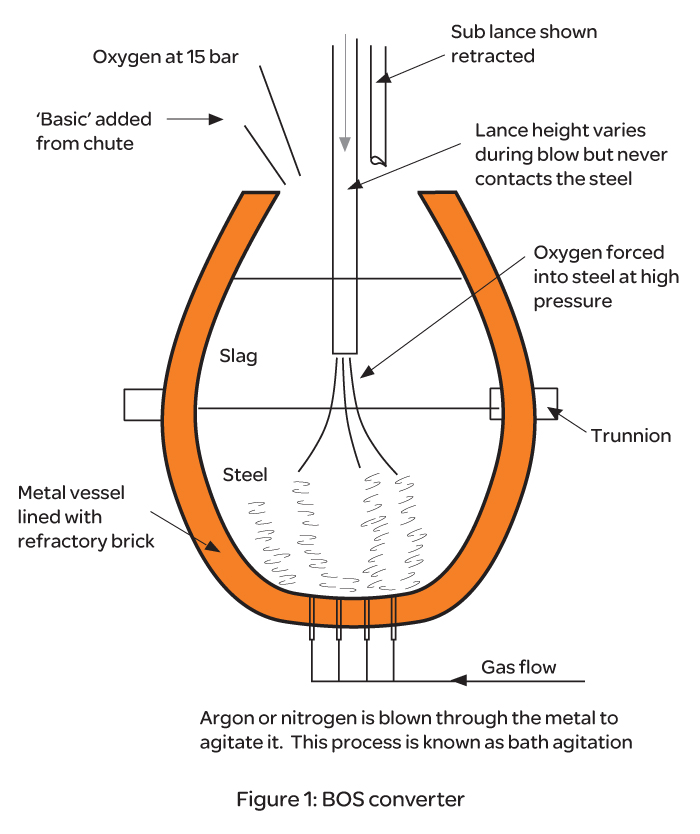
En la primera fase, el hierro se mezcla con residuos y fundente, se agita con gas inerte y se quema con oxígeno hasta que se alcanzan los niveles necesarios de carbono, que se miden con sondas de muestra. Este proceso de soplado de oxígeno se realiza en grandes tanques basculantes llamados convertidores. En las plantas modernas, es común encontrar tanques de acero básico al oxígeno capaces de convertir 350 toneladas de metal de un soplido. El propio tanque convertidor (ver figura 1) pesa 650 toneladas. Normalmente, una planta de fabricación de acero básico al oxígeno cuenta con dos o tres convertidores disponibles para convertir hierro en acero, de los cuales habitualmente uno o dos están en funcionamiento simultáneamente y solo ocasionalmente funcionan todos a la vez. (Figura 1: convertidor de acero básico al oxígeno)
En la segunda fase, el acero en bruto se mezcla con aditivos en tanques de menor tamaño y, a continuación, recibe un segundo ciclo de soplado antes de la fundición en la planta de fundición continua.
Es necesario eliminar las impurezas del hierro por oxidación debido a las potentes condiciones reductoras del alto horno. El carbono y el silicio residual se oxidan con la ayuda de los fundentes básicos añadidos.
La fabricación de hierro básico al oxígeno es un proceso secuencial centrado en la posición del convertidor y en el procesamiento de los contenidos. Es posible automatizar todo el proceso, desde la información de la receta del proceso almacenada centralmente hasta la instrumentación externa, al tiempo que se permite cierta intervención manual y pasos de reprocesamiento.
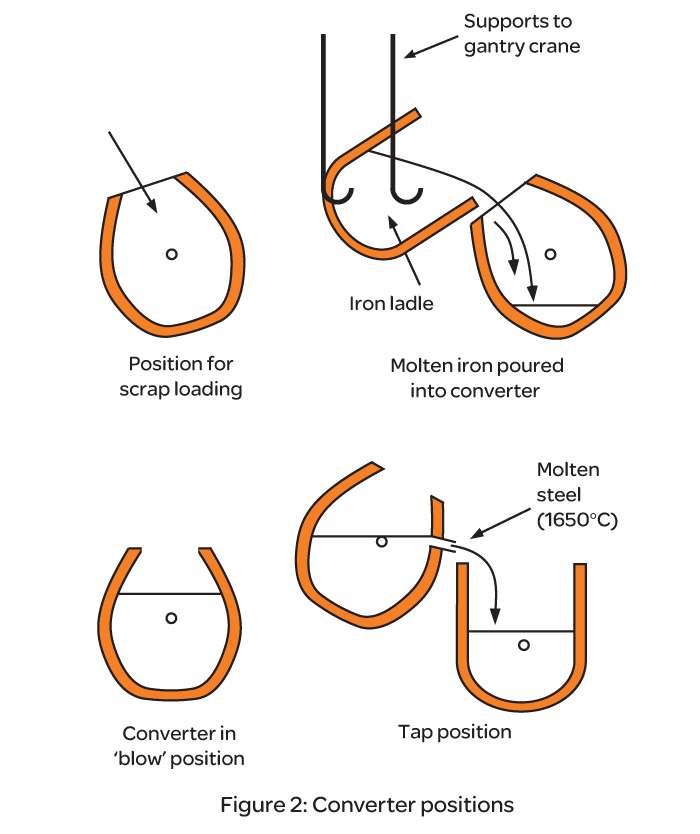
El convertidor es un tanque que bascula 180º desde la posición vertical en el lado de carga y más de 90º en el lado de extracción. El convertidor se inclina en alguno de los distintos ángulos predeterminados durante la secuencia, como muestra la figura 2. (Figura 2: posiciones del convertidor)
El convertidor gira hasta su posición de carga para cargarlo con residuos metálicos (50 toneladas), hierro fundido (300 toneladas), cal (15 toneladas) y los fundentes básicos, magnesio y caliza (6 toneladas).
El convertidor regresa a la posición vertical y la lanza principal baja e inyecta oxígeno a alta velocidad sobre la superficie de metal fundido durante 15 a 20 minutos.
Después de inyectar una cantidad de oxígeno predeterminada, el soplado está completo y se retira la lanza principal. Al 80 % y 100 % del soplado de oxígeno, que se calcula mediante un modelo termoquímico, se baja una lanza secundaria para medir la temperatura, que se utiliza para calcular la retención de carbono.
Si se asume que la temperatura y el análisis de la muestra son aceptables, el convertidor gira desde la vertical hasta la posición de extracción.
Después de la extracción, el convertidor gira de nuevo hasta la posición de vaciado de escorias, regresa a la posición vertical para añadir espesantes y, después, se balancea suavemente para lavar las escorias antes del vaciado, lo que se realiza colocando el convertidor en posición vertical invertida (180º).
En la práctica, hay otros pasos intermedios en función de ciertas variables. Por ejemplo:
Durante todo el ciclo, circulan gases inertes como nitrógeno y argón (durante cada soplado y resoplado) para agitar o remover el contenido del convertidor y para mantenerlo limpio de elementos durante la duración de la campaña.
El resultado es un acero de bajo contenido en carbono. El porcentaje necesario para el tipo de acero que se fabrica será mayor, por lo que se añade una cantidad de carbono controlada para cumplir las especificaciones.
Después de extraer el metal, el ciclo comienza de nuevo y, si ningún problema retrasa a los metalúrgicos, se realizarán 8 soplados por cada turno de 8 horas y se producirán casi 3.000 toneladas de acero.
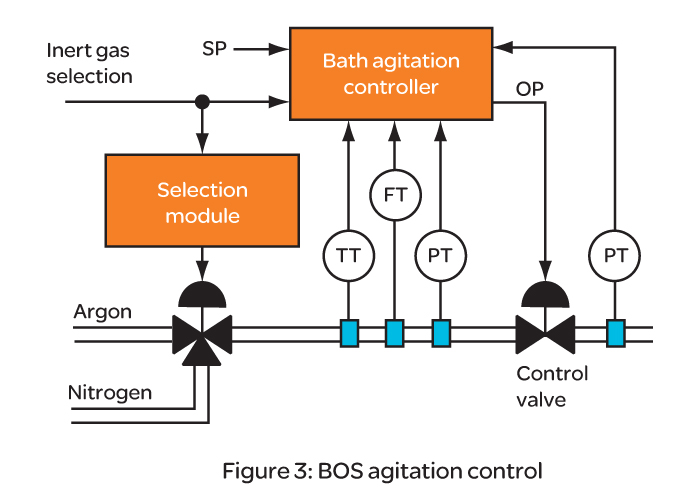
Para remover el contenido del convertidor, se inyecta argón o nitrógeno a través de una serie de cilindros en la base del convertidor, como muestra la figura 3. El caudal total y el tipo de gas para cada paso de la secuencia están predeterminados en base a la receta de carga para el soplado actual. Figura 3: control de la agitación del baño de acero básico al oxígeno.
 El caudal total se divide por igual entre un número de controladores, uno por cada cilindro, para mantener una distribución uniforme, y se convierte en el punto de consigna del controlador remoto. Se compensa la masa del caudal medido con la temperatura y presión de cada cilindro y tipo de gas y se introduce en el módulo de control. Entonces, la salida de control de 4-20 mA modula la posición de la válvula.
El caudal total se divide por igual entre un número de controladores, uno por cada cilindro, para mantener una distribución uniforme, y se convierte en el punto de consigna del controlador remoto. Se compensa la masa del caudal medido con la temperatura y presión de cada cilindro y tipo de gas y se introduce en el módulo de control. Entonces, la salida de control de 4-20 mA modula la posición de la válvula.
Si el cilindrdo queda cubierto por escorias pesadas, la presión descendente se incrementa. Si supera un límite preestablecido, el control pasa de controlar el caudal a controlar la presión y, a continuación, la válvula de control responde a un algoritmo de control diferente. Al reducirse la presión (por debajo del valor de histéresis), el control pasa de nuevo a controlar el caudal. El cambio entre ambos modos de control es automático y sin interrupciones, y el lazo inactivo sigue la salida del lazo activo. (Figura 3: control para agitación de acero básico al oxígeno)
El convertidor se coloca en el ángulo deseado mediante la comparación del ángulo deseado absoluto y el correspondiente ángulo real absoluto para accionar los motores de colocación en la dirección correcta.
Los motores de colocación se accionan progresivamente a velocidades crecientes y posteriormente decrecientes de acuerdo con los intervalos de tiempo, tamaño y error hasta que la posición se encuentra dentro de la banda de tolerancia definida.
El proceso de acero básico al oxígeno utiliza gases costosos (argón, oxígeno y nitrógeno) y la correcta medición y cuantificación de estos gases permite operar de forma económica y controlar minuciosamente la calidad mediante el uso de estos valores para generar informes y registros en hojas de cálculo.

> Discover our Heat Treatment solutions today