
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the United Kingdom Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
Negative feedback reports back what is, compares it with what should be and makes the system work to minimise the difference. Positive feedback is found in howling and whistling PA systems and in unstable control loops. Apart from making oscillators and musical instruments work, positive feedback is rarely a benefit and is outside this discussion.
In previous articles we have dealt with the relatively complex subject of feedback in temperature control loops that have troublesome lags. Here we will look at specific and simpler cases of feedback usage in components of the process.
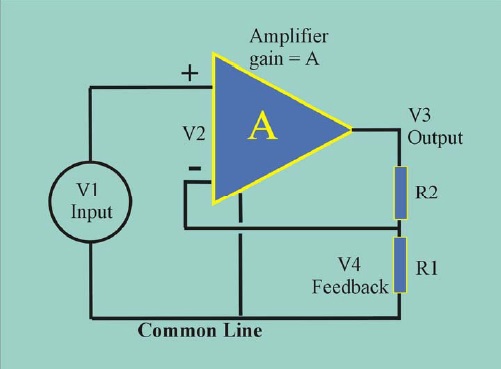
Fig 1. Amplifier with Negative Voltage Feedback
The above circuit shows an amplifier with open loop gain A and a resistive voltage divider across the output.
A proportion of the output, V4 = R1/(R1 +R2) is fed back to a second input of the amplifier so that it subtracts from the input V1. So V2 = V1 – V4.
The ratio V3/V4, determined by the values of R1 and R2 is called the feedback factor B.
A bit of algebra shows that the gain with feedback, H = A/(1 + AB)
If you make the open loop gain (A) very high so that AB is a lot greater that 1, H becomes very close to 1/B. So the gain with feedback is very stable and predictable, being determined almost entirely by two stable resistors and largely unaffected by internal noise or changes in A.
Input impedance, bandwidth and linearity are greatly increased. Output impedance and distortion are greatly decreased. These benefits increase in proportion to B.
This is the kind of amplifier found at the input of every process indicator, recorder, controller, signal converter and multimeter currently on the market. The reason is its excellent stability and low zero drift when handling millivolt size signals from such sources as thermocouples RTDs, strain gages and pH cells.
An engineer dropped in on a group busy designing a chart recorder. He was polled for ideas. It happened that he was not long back from a visit to the instrument repair shop of a steelworks. There he had seen a 10 by 20 ft wall of pigeon-holes containing many different recorder roll charts. They covered different sensors, ranges, degrees F and C, square root, linear, overprinted scales and so on.
A dramatic reduction of chart and scale variety looked within reach if only you could linearise and range pen travel for these signals. So why not apply a cam-correction mechanism to the servo pen drive?
Not good enough. Too much custom machining. Why not linearise and range the input amplifier to compensate for the various spans and non-linearities of the process signals?
The amplifier turned out to be much like that in Fig 1 with R1 and R2 replaced by a non-linear electronic circuit. This circuit could be adjustable and/or plug-in replaceable to match the input type.
Soon chart suppliers were relieved of a tedious, costly and labor-intensive part of their process while chart users gained a wider choice with reduced variety and inventory cost.
Later a printing pen was added to put engineering units, numbers and time markers on the chart.
The above ranging techniques have long been replaced by stored look-up tables, digital circuitry,
and displays. Paper and ink designs are very much alive and being complemented by LCD color displays and archived data, evolving into the paperless recorder.
The constant speed, single phase, reversing, induction motor is widely used to position valves and dampers that control delivery of heat.
The stroke (rotation) of such motors is usually limited to 160°, adjustable down to 60°. The motor is geared down to give a stroke travel time of typically 15 to 60s with torque about 150 lb-in (17N-m). This apparently slow response is usually adequate for temperature control applications. Adjustable switches on the motor are used to limit the travel at each end of the stroke.
In this mode, a feedback potentiometer puts out a position signal representing shaft rotation. This signal is compared with the controller’s output signal. The difference drives the motor shaft to a position that is proportional to the control signal in the face of mechanical and valve stem friction. This makes a local servo control loop within the overall temperature control loop. The feedback signal can also drive a meter or digital display that shows shaft position. This avoids the risky practice of watching the controller output signal and hoping that the servo system is working and the valve travel is obeying the signal.
Some temperature controllers and motor controllers can use the feedback signal to define the span and zero of the valve stroke and to set operational or safety limits within that stroke.
Motor shaft position does not guarantee a proportional valve position, much less proportional flow of heating medium. That limitation may be acceptable for the many processes that do not demand great accuracy and stability. More critical processes depend very much on the final control element linearly obeying the controller signal in respect of heat delivery. Motor linkage geometry and valve flow characteristics can defeat this objective.
Butterfly and globe valves commonly have a crank arm linked to another arm on the motor shaft. Energy flow in relation to motor rotation can be grossly non-linear. You can vary linkage geometry and add an adjustable cam and try to reduce non-linearities. You still need to consider upstream pressure and changes introduced when you replace a valve or motor. You can get round these problems by feeding back a fuel flow signal and balancing it against controller output to achieve linear heat delivery and tight stable control. Fig 2 shows such a system.

Fig 2 Valve controller acting on flow feedback
For speed and muscle you will be looking to the air-operated diaphragm valve incorporating a positioner. This is a type of air relay used between the controller output and the valve diaphragm. It acts to overcome hysteresis (deadband), packing box friction, and valve plug unbalance due to pressure drop. It uses position feedback for exact positioning of the valve stem in accordance with the controller output coming in the form of a pneumatic signal.
Microprocessor based positioners working from a digital input and digital position feedback offer benefits such as:
Say you are setting power by a time-proportioning circuit or by varying the firing-angle of the load current. You cannot guarantee stability or precise knowledge of the power level.
You are up against, to name just a few factors, variable line voltage, age or temperature dependent resistance, load power factor, magnetic coupling variations – in the case of induction heating.
Often the only dependable solution is to feed back a true load-power signal and balance this against your control signal that is calling for power..
This small control loop can itself be used as a manual power controller or it can lie within an overall temperature control loop to obtain a stable gain and optimise control response and accuracy.
Current and voltage feedback can separately enable protection against overcurrent and overvoltage being applied to the load.
Adapted from an article originally written by Arthur Holland, Holland Technical Skills, for Eurotherm.




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us