
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the United Kingdom Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
The pH is defined as -log10(aH+), aH+ being the hydrogen ion activity relative to the hydrogen ion concentration (i.e. aH+ = fH+ [H*], where fH+ is the activity coefficient of the hydrogen ions, which for diluted solutions is approximately equal to 1, and [H*] is the hydrogen ion concentration)
Robust pH control depends mostly on the following:
Two main difficulties are encountered in controlling pH levels.

The difficulty of pH control stems from the exceptionally wide range of measurement, which covers 14 orders of magnitude of hydrogen ion concentration. It is commonly relied upon to detect changes as small as 10-7 moles/liter in hydrogen ion concentration.
This incredible range and sensitivity is the result of the non-linear logarithmic relationship of pH to hydrogen ion activity (hydrogen ion concentration in dilute solutions).
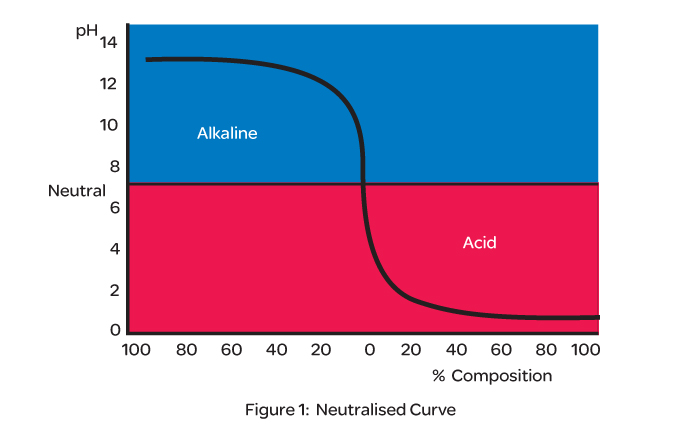
The concentrations of the acids and alkalis in solutions determine the pH and shape of the titration (neutralization) curve shown in Figure 1. This curve shows that the pH is far more sensitive to a change in composition around neutrality than elsewhere.
The reagents in a tank must be fully mixed and the reaction complete before the pH can be measured accurately and a steady signal received at the controller. The long deadtime in the control loop is a combination of deadtimes from valve deadband, reagent dissolution time, mixing equipment turnover time, mixing equipment transportation delay, electrode lag and transmitter damping.
The Eurotherm Process Automation PID control module is designed to address these difficulties.
The non-linearity of the titration curve requires a series of proportional bands which operate in the control loop at different pH levels. The control module can be programmed with as many values for the proportional band and derivative as are required. Switching between proportional band values for each pH band does not result in an output bump.
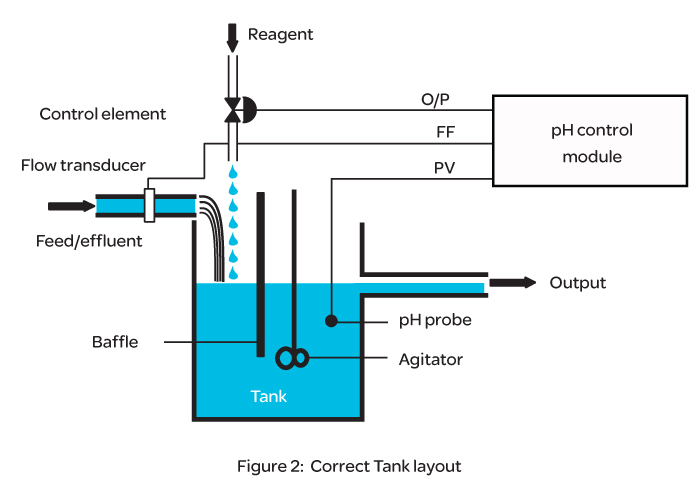
Deadtime may be reduced by correctly laying out the tank, as in Figure 2, and by fine tuning the PID controller depending on values of the deadtime and process time constant. Influent flow is fed forward to initiate corrective action as soon as changes occur in the process load.
In order to optimize the response time and improve the accuracy of the control strategy, the Eurotherm Process Automation PID control module can optionally include a Smith Predictor algorithm based on a mathematical model of the process.
When the process flow rate is the major load variable, the pH control is improved by configuring the control module as a ratio controller. The objective is to meet increased flow with a corresponding increase in reagent. For this, one loop is dedicated to pH control and uses a Smith Predictor to compensate for the deadtime. The product of the output of the pH loop and the influent flow provides the setpoint to the dedicated reagent flow control loop.




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us