
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the USA Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
Steel consists in the majority of iron but with high levels of carbon e.g. 4% removed and a controlled amount remaining. The amount of carbon in the steel is very important to the way the material behaves after heat treatment. Table 1 gives some indication of these properties.
Various additives are used to improve the basic carbon steel properties; for example molybdenum is used to improve the hot strength and hardness, nickel improves toughness and ductility. The different properties required of the steel for different uses (e.g. hammer head, car body) will dictate the type of steel used and the way it is treated by controlled heating and hot and cold rolling. Table 2 gives further details on steel additives.
Molten iron from the blast furnace is transported in specialized refractory brick lined ‘torpedoes’ on rail cars (varying in capacity from 200-450 tonnes) to the BOS plant where the iron is refined to produce steel of desired quality and composition.
At the BOS plant, the iron is treated in two stages; firstly to remove carbon and secondly to receive additives which modify the steel’s properties.
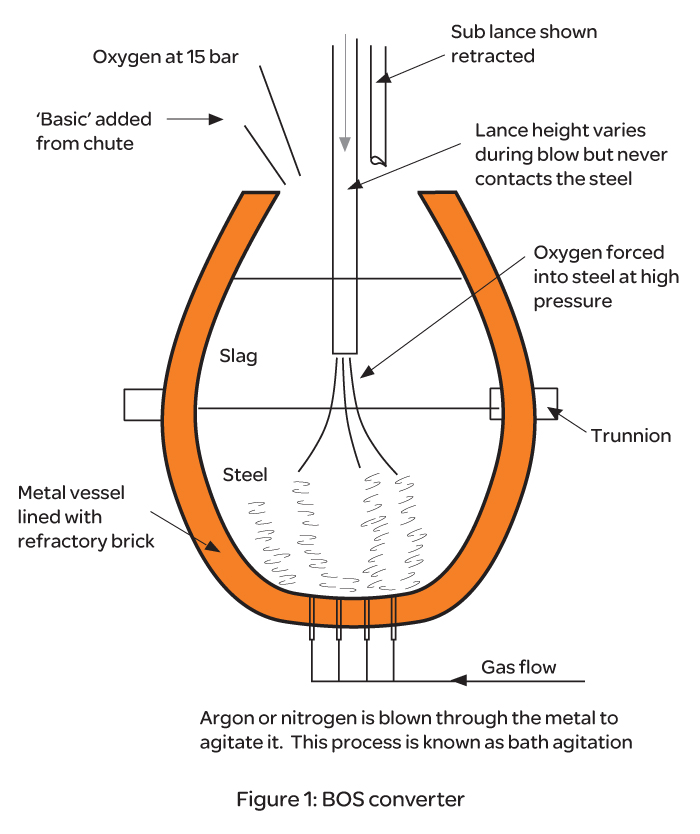
In the first stage, the iron is mixed with scrap and fluxes, agitated with inert gas and burned with oxygen until required carbon levels are reached as measured by dip-sampling probes. This oxygen ‘blowing’ process is in large tilting vessels called converters. In the modern steelworks it is typical to see BOS vessels able to convert 350 tonnes of metal in one ‘blow’. A converter vessel itself, see Figure 1, would weigh 650 tonnes. Typically, a BOS plant has two or three converters available for converting iron to steel, with usually one or two in operation at a time and occasional operation of multiple converters simultaneously.
In the second stage, the raw steel is mixed with additives in smaller vessels, and receives a short ‘blow’ cycle prior to casting in the CONCAST (CONtinuous CASTing) plant.
Impurities within the iron due to the powerful reducing conditions of the blast furnace have to be removed by oxidization. Residual carbon and silicon are oxidized with the help of the added basic fluxes.
BOS is a sequential process centering around the converter positioning and contents processing. Automation of the total process is possible from centrally stored process recipe information to the front end instrumentation, while still allowing manual intervention and re-processing steps.
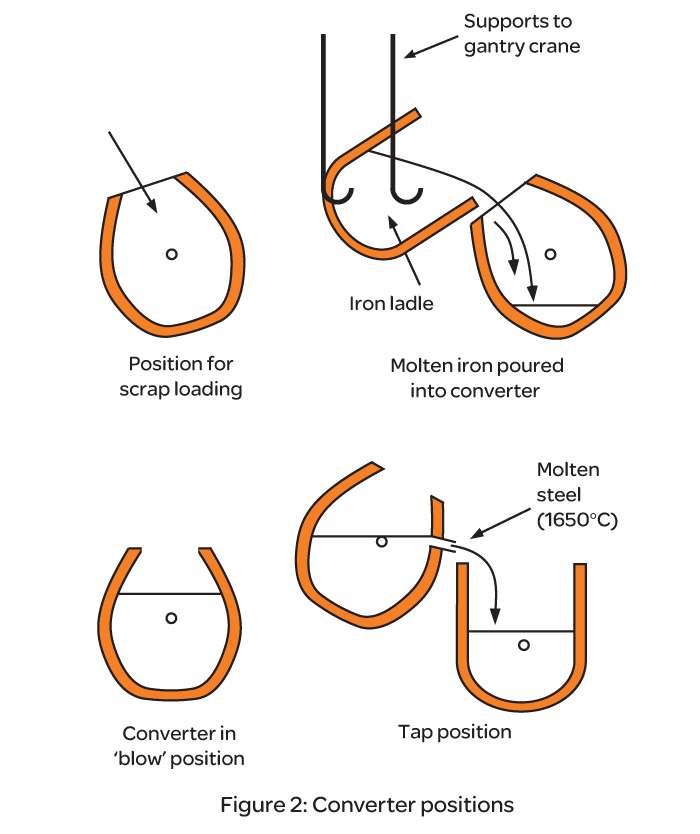
The converter is a vessel that tilts 180° from the upright vertical on the charging side, and over 90° on the tapping side. The converter is tilted to one of several pre-determined angles during the sequence as shown in Figure 2.
The converter is rotated to its charging position to be loaded with scrap metal (50 tonnes), molten iron (300 tonnes), lime (15 tonnes) and the ‘basic’ fluxes magnesium and limestone (6 tonnes).
The converter returns to the vertical and the main lance lowers, injecting oxygen at high velocity onto the molten metal surface for 15 to 20 minutes.
After injecting a pre-determined quantity of oxygen, the ‘blow’ is complete and the main lance is withdrawn. At 80% and 100% oxygen flows as calculated by a thermochemical model, a sub lance is lowered to measure temperature which is used to calculate carbon arrest.
Assuming that temperature and sample analysis are acceptable, the converter is rotated from vertical to tapping position.
After tapping, the converter is rotated back to its slag position for emptying occasionally, returned to the vertical for addition of thickeners, then gently rocked for slag-wash prior to emptying which is conducted by taking the converter to the opposite (180°) vertical position.
Practically, there are other intermediate steps depending on other variables. For example:
Throughout the cycle, inert gases such as nitrogen and argon (during blow and re-blow) continuously flow to agitate or stir the converter contents, and to keep the converter stirring elements clear for the duration of the converter campaign.
The result is steel of very low carbon content. The percentage needed for the type of steel being manufactured will be higher than this, so a controlled amount of carbon is added to meet the specification.
After the metal has been poured, the cycle starts again and if no problems delay the steelmakers, typically 8 ‘blows’ will be achieved in one shift of 8 hours producing nearly 3,000 tonnes of steel.
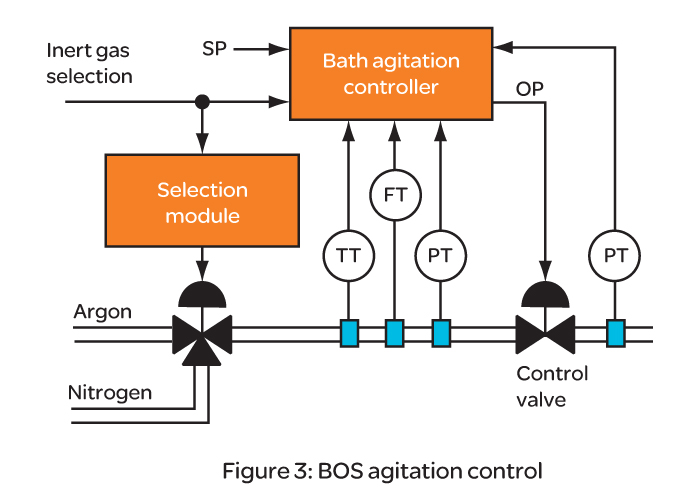
To stir the converter contents, Argon or Nitrogen is injected through a number of cans on the converter base as shown in Figure 3. The total flow and type of gas for each sequence step are pre-determined from the loaded recipe for the current blow. Figure 3 BOS bath agitation control
The total flow is divided equally to a number of controllers, one for each can to maintain an even distribution, and becomes the controller remote setpoint. The measured flow is mass-compensated for temperature and pressure for each can and gas type and input to the control module. The 4-20mA control output then modulates the valve position.
If the can becomes covered with heavy slag, the downsteam pressure increases. Should it increase beyond a preset limit, control changes from flow control to pressure control and the control valve then responds to a different control algorithm. On reduction of pressure (less a hysteresis value), control reverts to flow control. Changeover between control modes is automatic and bumpless, as the non-active loop tracks the output of the active loop.
The converter is positioned to the desired angle by comparing the corresponding absolute desired angle with the absolute actual angle and driving the positioning motors in the correct direction.
The positioning motors are driven progressively at increasing and subsequently decreasing speeds according to the error size and time intervals until the position is within the tolerance band set.
The BOS process uses expensive gases (Argon, Oxygen and Nitrogen) and the accurate measurement and totalization of these gases assists economic operation and tight quality control by using these values in the generation of spreadsheet reports and logs.

> Discover our Heat Treatment solutions today




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us