
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the USA Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
In 2015, led by ASM International and funding from NIST and AMTech, key players from heat treatment, glass and other industries created a comprehensive five-year technology roadmap for the entire thermal industry. This roadmap, built on existing individual segment roadmaps (created back in early 2000), has the aim of creating maximum impact through a new coordinated approach for research and development across all thermal segments.[1]
The roadmap also identifies “Non-Technical Implementation Barriers” with a focus on education across the thermal manufacturing community. In fact, the argument exists that the entire future of thermal manufacturing depends on developing a highly skilled and forward-looking workforce to take advantage of emerging technology. A key part of the roadmap is the development of Technology Implementation Pathways – one of which is to “build a robust and knowledgeable thermal manufacturing workforce.” The initial direction of this pathway, particularly in the near term, is to focus on certain job categories: process engineer, control engineer and maintenance technician.
This focus is sensible when trying to remove barriers to accepting new ideas into a heat-treatment plant, but it does not overcome the issues of adapting to the new technology, particularly at the operator level. One area needing further work is to really understand the changing role of the operator.[2]
It might be alarming to note that as automation increases on equipment and the role of the operator changes, human error in manufacturing processes becomes more visible every day. It has been noted that human error now accounts for 80% of failures and defects in general manufacturing.[3] People are human, and they make mistakes because … they can.
Despite the growing impact on industry, companies struggle to correctly address errors. The root cause of human error is generally assigned to lack of training. Many quality investigations (even using problem-solving techniques like 5-whys, etc.) do not completely get to the root of the problem, and it is typical to see “operator error” or “machine failure” as the key quality issue along with “training” or “maintenance” as the broad-brush solution.
It is interesting to note that even though lack of training is identified as a key root cause, this has been reported to only account for 10% of human errors that occur.[3] Training tackles lack of knowledge, skill and ability. If none of these are the cause, then any additional training is practically useless as a method to eliminate the error
Organizational culture can have a dramatic effect on getting to the root cause quickly and painlessly. Unfortunately, if the culture is one of “fear” and a “blame” game exists between management and operators, the resultant reluctance to share issues creates lack of awareness from the management level about system weaknesses and blinds the organization to the true causes of each and every situation. A way of mitigating this negative culture is to promote an open and honest discussion about issues by assuming some degree of error is inevitable and by ensuring methods are put in place to detect, prevent and correct it.
To start this process, it is helpful to categorize different factors affecting human error. Typical categories of human error include:[4]
Examining the categories it becomes clearer that each operator may have different tolerances to environmental conditions and be more or less errorprone due to the impact of all the previously mentioned conditions.
To minimize human error, it is the responsibility of management and supervisors to put plans in place to minimize the impact of environmental conditions, design tasks around the realistic capabilities of the average operator and keep a close eye on any potential psychological problems in the plant.
Planning to Minimize Human Error
Common current practices to minimize errors in manufacturing plants include:[3]

Typically, a robust quality system (ISO 9001, AS9100 or similar) will address both management systems and procedures. From the perspective of the operator, these systems and procedures should reduce any ambiguity about how to run the process on the shop floor. This can break down if there is not sufficient operator involvement in creating and maintaining the shop-floor procedures. Of course, if no oversight is present, then drift from the ideal standard is possible
The immediate supervision should not only have a role to maintain ideal standards but also provide additional communication through pre-job briefs and regular walk-throughs to create an encouraging presence on the shop floor.
Human-factors engineering is a key topic to help reduce errors. Typical attributes in human-factors engineering include: excessive monitoring, mental calculations, housekeeping, work layout and cognitive overload.
Akin to having someone peering over your shoulder at everything you do, this can lead to mistakes from nervousness. When the close scrutiny is removed, then the new-found freedom can enable reckless behavior.
Common checks in a heat-treatment plant include leak-rate calculations for vacuum furnaces/plasma furnaces and process factor or CO factor calculations to improve the accuracy of oxygen probes in carburizing processes. Mistakes in these calculations can have a major impact on the quality output of the running process.
Probably the quickest return to prevent errors is the improvement in and enforcement of better levels of housekeeping.
Most plants develop over time, so what was once a sensible layout could be now cluttered and the process flow hampered.
Individual performance can be severely impacted if stressed over a certain point. It is ideal to remove potential causes of cognitive overload that can trigger lapses in attention and memory failures by giving enough time for the job, ensuring fitness for duty through fatigue management and reducing complexity in every task.
Fatigue can be created through extended periods of overtime. The bump in wages from overtime can be appreciated by the operator, but the stress of long 12-hour days along with weekend work can start to impact the overall alertness of each operator. As a result, mistakes can be more prone and frequent. Companies must realize this situation before it’s too late and adequately recruit and staff open positions to avoid costly overtime and the more expensive problems of fatigue.[5]
Typically, industry on-the-job training covers the what to do and how to do it. Current understanding is that we all learn better when there is more context.
The Metal Treating Institute (MTI) offers training courses for operators. These are split into five modules: Heat Treating for Materials, Processes, Equipment, Inspection/Quality/ Testing and Metallurgical Theory. More information can be found by vising the MTI website at www.heattreat.net.
aug•ment•ed: having been made greater in size or value (google search)
The operator can be enabled/augmented by technology to be a more efficient, competent multi-machine operator. The key areas of improvement to enable an augmented operator[6] include:
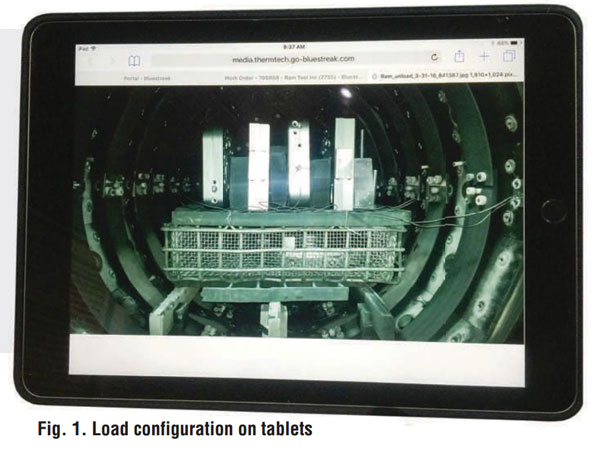
On-premise or cloud-based MES, ERP or production systems have largely taken over the production of process-route cards. These IT-driven programs capture the exact process steps required to provide the correct heat treatment. Recent technology updates now allow for this detailed information to be viewed on tablets directly at the relevant work station.
Barcode technology now provides an automatic link between the IT (MES, ERP, etc.) and operational technology (OT) systems (PLC, control instrument, etc.) and reduces the potential of selecting the wrong heat-treatment cycle.
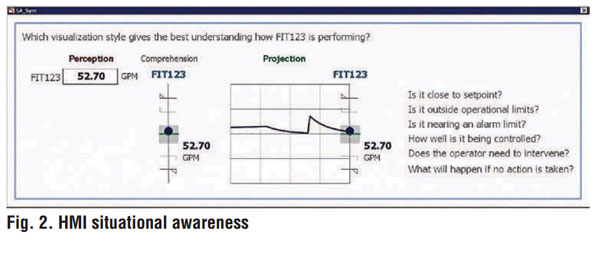
While HMIs have been utilized to enable a thorough view of the running process, over time these screen designs have become cluttered. With multiple HMIs and less time at each machine, the operator has a difficult job to keep on top of key issues. More recently, and already utilized in many process industries, situational-awareness design elements are starting to be incorporated in newer HMI offers.
To aid the operator in understanding good and bad runs, the concept of “golden batch” (originally developed for the process industries) is now becoming useful. Effectively, you digitally overlay the perfect process on top of a current run to illustrate deviations. Twenty years ago this was done using an OHP slide with the ideal cycle drawn on the transparency and then overlaid on the paper chart.
If we examine common process checks that require calculations (e.g., vacuum leak-up rates and oxygen-probe process or CO factors), these now can be automatically handled in both PLC and discrete instrument technology.
The ability to capture workflow routines in digital form has already been illustrated with cloud-based MES and ERP systems. This is now being extended to discrete activities like calibration through dedicated calibration apps (e.g., ECat tablet app). These tablet-based apps provide a step-by-step guide to performing the calibration activity right in front of the instrument and also record the as-found and as-left calibration data to automatically turn the data points into a calibration certificate.
The use of connected devices (smartphones, tablets, digital watches, etc.) on the shop floor has enabled the operator to have more information at his or her fingertips.
Judging by the number of information updates from multiple sources found on each control cabinet (from quality, maintenance, production, etc.), it can take the operator time to check if the furnace has all the relevant checks in place to run the particular job.
Fortunately, the latest PLC and instrument systems are capable of providing event notifications (e.g., TUS and SAT schedules). They can also provide automatic load-thermocouple management by enabling the process cycle to run if the T/C life parameters are still valid.
Webservers and data-management systems are now commonplace on furnace systems, allowing remote view of the current process run as well as an online view to historical records. Initial solutions in this area restricted the number of concurrent viewers of this information, but modern systems address this situation and multiple concurrent views are now possible.
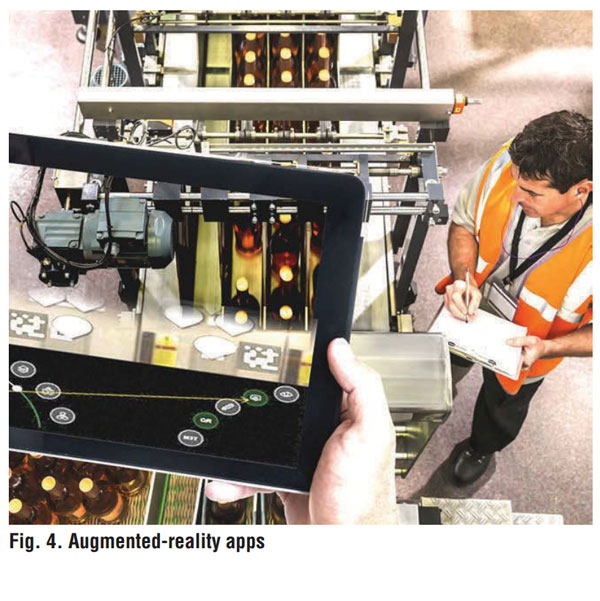
Augmented-reality applications can overlay real-time data in industrial applications – this has been used to view key operating parameters on equipment when viewed through a smartphone (no need to be in front of the control panel). This is now being used in maintenance applications where operators can see inside a machine and view live instrument/electrical component information without opening the cabinet door (potentially saving expensive shutdowns).[6]
Calibration systems are now creating links between the physical and digital worlds. The latest calibration apps and online portals (e.g., EcoStruxure Manufacturing Compliance Advisor) enable a quick-access QR code to instantly retrieve a certificate when scanned with a smartphone. The portal ensures everyone in the plant is aware of calibration status.
On the training front, Microlearning is a fairly new method that takes place in short, bite-sized units and aims to teach content in the most efficient and effective manner possible.[7] Examples of platforms that leverage this type of learning include Lynda.com and Coursera.org. Technology enables the creation of these types of courses to be delivered at a much faster and cheaper rate, and these are then available to everyone without the normal barriers of high cost and long investment in time.
An example short materials video for non-metallurgists can be found via the following link: https://bit.ly/2a9Akfi.
The operator of tomorrow (Furnace Operator 2020) will be augmented by technology to enable greater efficiencies in the heat-treat plant. Technology developments provide open communication paths between everyone in the plant (and to outside parties where appropriate) and will also aid in embedding knowledge from expert operators directly into automation systems.
Finally, it is the responsibility of managers and supervisors to recognize the impact of environmental factors and design tasks to minimize potential human errors.
For more information: Contact Peter Sherwin, glo
al business development leader, Eurotherm by Schneider Electric, 44621 Guilford Drive, Suite 100, Ashburn VA, 20147; tel: 703-724-7300; fax: 703-724-7301; e-mail: Peter.Sherwin@watlow.com; web: www.eurotherm.com
References:

> Discover our Heat Treatment solutions today




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us