
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the USA Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
The Danner process was developed for the continuous production of glass tubing and rods. Subject to equipment design the process can make tubing of 1.6mm to 66.5mm diameter and rods of 2.0mm to 20mm diameter at drawing rates of up to 400m a minute for the smaller sizes.
Glass flows from a furnace forehearth in the form of a ribbon, which falls on to the upper end of an inclined refractory sleeve, carried on a rotating hollow shaft or blowpipe.
The ribbon is wrapped around the sleeve to form a smooth layer of glass, which flows down the sleeve and over the tip of the shaft.
Tubing is formed by blowing air through a blowpipe with a hollow tip and rods are made by using a solid tip on the shaft.
The tubing is then drawn over a line of support rollers by a drawing machine situated up to 120m away. The dimensions of the tubing are determined as the glass cools through its setting point at the catenarie or unsupported section between the blowpipe and the first line roller.
A given range of size is based on the diameter of the refractory sleeve, and variations within the range are obtained by adjusting the temperature of the glass, the rate of flow, the pressure of the blowing air and the speed of the drawing machine.
All together a very delicate process control job in which precise temperature, air pressure and speed control need to be coordinated. Eurotherm has an extraordinary amount of experience in glass tubing manufacturing process control applications.
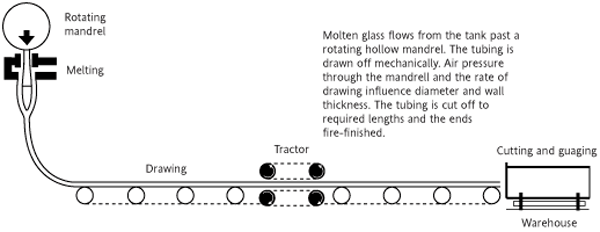
The Vello process was a later development with a production capacity greater than that of the Danner process but based on a different principle. Glass flows from a furnace forehearth into a bowl in which a hollow vertical mandrel is mounted or a bell surrounded by an orifice ring. The glass flows through the annular space between the bell and the ring and travels over a line of rollers to a drawing machine up to 120m away.
Tubing is made by blowing air through a bell with a hollow tip and rod is produced by using a bell with a solid tip. The dimensions of the tubing are controlled by the glass temperature, the rate of draw, the pressure of the blowing air and the relative dimensions of the bell and ring. In order to maintain a very stabile and precise temperature at the end of the forehearth Eurotherm developed special forehearth control strategies that run in the automation PAC (process automation controller) layer.




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us