

Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the USA Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
Published in Glass Worldwide, 2012
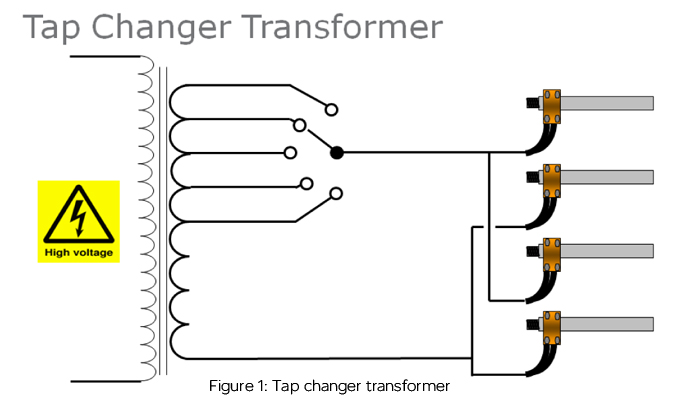
There are many ways of controlling the electrical power of a furnace boosting system. Before high power variable transformers became available, multiple tapped transformers were used (Figure 1). With those transformers the power could only be controlled in several fixed and predefined steps and in many of these applications the transformers primary high voltage had to be switched off before the secondary taps could be switched. This led to unwanted high voltage switch gear wear and eventually to unwanted boosting interruption due to the necessary switch gear maintenance.
Negative power control effects caused by incoming power fluctuations are difficult to control with such systems and therefore those incoming line fluctuations could have a direct and relatively quick and uncontrollable effect on glass temperatures.
Most often today, high power variable transformers are installed (Figure 2). The main advantage of those transformers is that they are capable of applying continuous controlled power to the boosting electrodes. These transformers are capable of controlling incoming power line fluctuations and are easily adapted to furnace (advanced) control strategies. The main disadvantage is that the slide-wires are subject to wear, especially in those applications where they are used to control constantly incoming line fluctuations or the boosting system is used to control the glass temperature.
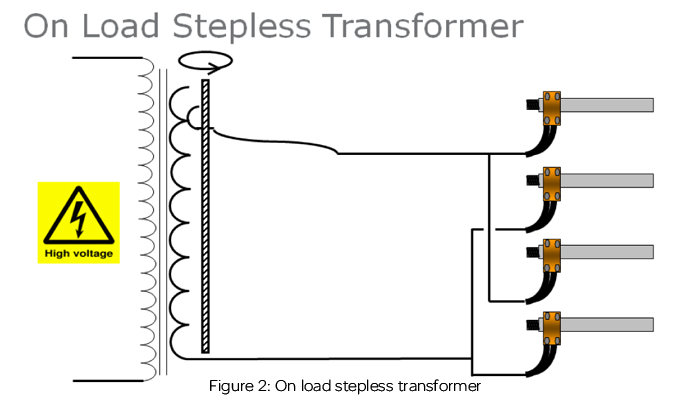
Repairs of mechanical parts in such transformers are expensive and time consuming. Due to the fact that they are normally oil-filled they also have to be placed in a specially equipped room which is in most cases too close to the furnace. Consequently such a boosting system line-up will need to have long and expensive electrode wiring or bus-bars introducing unwanted resistive and inductive power losses. We also need to take into account that modern variable transformers often have oil/water heat exchangers and should be considered as water cooled boosting systems.
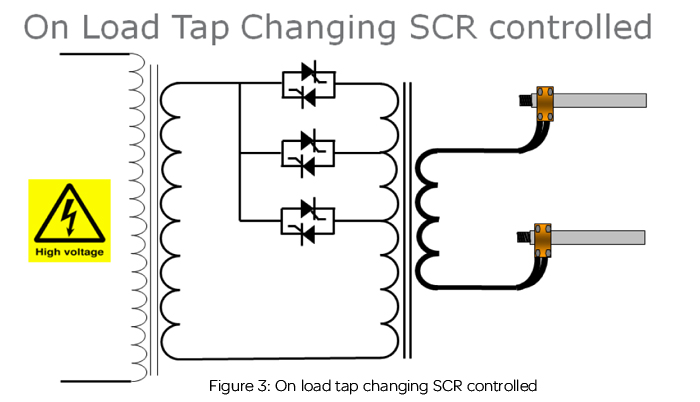
Simultaneously, high power silicon controlled rectifier systems became available and those systems also found their way into the furnace boosting control systems (Figure 3). The main advantages of SCR (Silicon Controlled Rectifier) controlled systems are of course that they are based on solid-state technology and will show no signs of wear, that they are continuously controllable and that they are capable of very precise power, voltage or current control. The thyristor part (the high power element) of these controllers are basically still the same, however, the latest digital micro electronics have taken over the part that controls these thyristors providing new ways of control, overall system efficiency improvements and increased precision.
Due to the fact that stepless transformers are oil filled, they have to be located outside the building in a specially designed and approved building (Figure 4). The distance between the transformer and the furnace is therefore relatively long.
A stepless transformer converts incoming high line voltage directly down to the boosting electrode at a maximum of 200Vac (container glass applications). In order to apply sufficient power to the furnace the current running in between the electrodes and the transformers is relatively high. According to Ohm’s law and assuming that an average of 400kVA is applied to a single boosting zone, the current running through the transformer, cabling/busbar and electrodes will be 2000A.
Cabling/busbar losses will be P=I2.R, thus twice the current will result in quadruple the cable/busbar losses and vice versa thus ½ current equals ¼ power losses over the cabling/busbar. Another negative side effect is that it is hard to achieve the optimum cable/busbar pathway, to keep loop inductance a low as possible, because the transformer location as well as the electrode positions is fixed. Either the cable/busbar design becomes very complicated and expensive or the design is simple and cheap and potential energy losses, over the whole furnace campaign, are taken for granted.
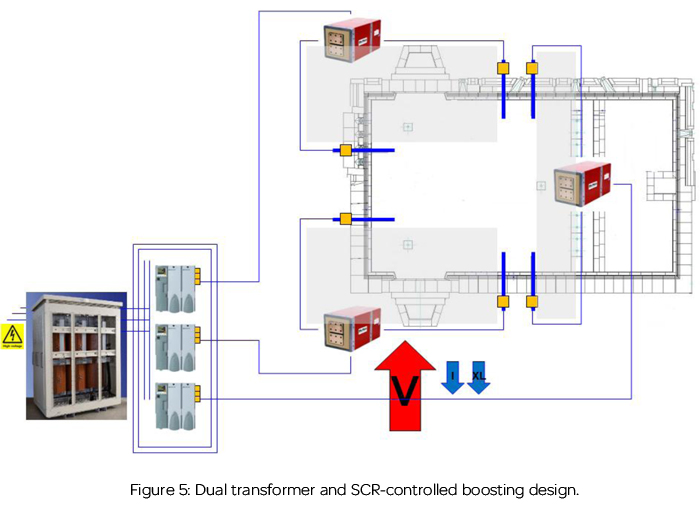
From the single stepless transformer design we learned that such a boosting system’s efficiency suffers from running high currents at relatively low voltages. Even an expensive and improved cable/busbar design will cause relatively high inductances leading to unwanted reactive power generation. This reactive power has to be considered as power loss as it is not contributing to the energy the system is capable of adding to the glass melt. Nevertheless, we will be charged for real as well as reactive power.. The reactive power of the system will account for a higher total power charge and a higher peak demand charge in the system. Because the system has to account for a higher secondary voltage on the transformer with the large bus work, the turns ratio (secondary voltage = primary voltage / turns ratio) will be lower causing more primary current at a lower power factor to be needed in the application. Of course the incoming high line voltage and the maximum electrode voltage cannot be changed, thus the only solution possible to work around these two fixed values is to run the boosting control system at the highest possible voltage and lower that voltage to the desired boosting electrode voltage as close as possible to the electrodes. In other words, avoid high currents running through cabling/busbars for as long as possible.(Figure 5)
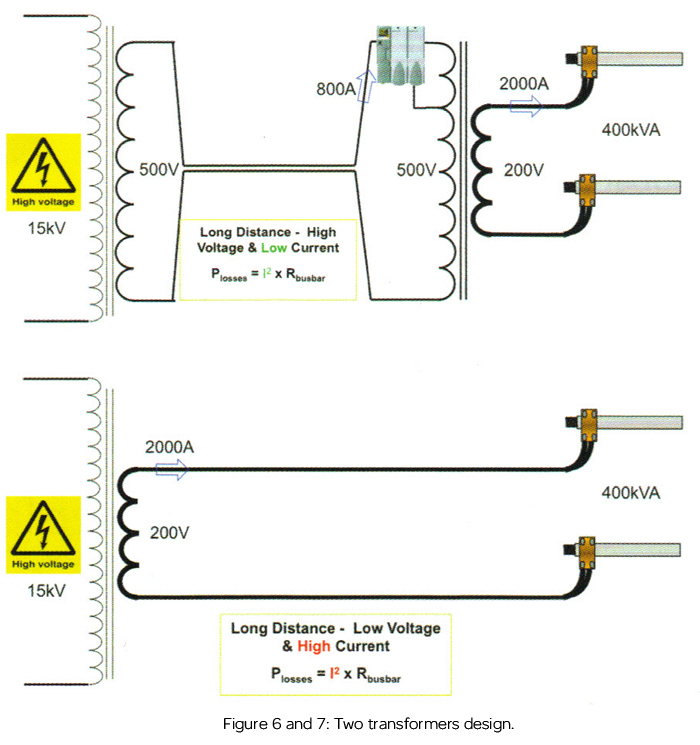
That can only be achieved by using a two transformer design and by putting the second transformer as close as possible to the boosting electrodes (Figures 6 and 7). Invensys/Eurotherm SCR controllers are designed to control 690Vac and therefore, the use of an air cooled line step down transformer is recommended to reduce the incoming line voltage down to 500V. The SCR controller supplies its power at high voltage, (500V) to a water cooled transformer, located as close as possible to the boosting electrodes, where the voltage is transformed down to the desired electrode voltage of 200V. Thus, the long distance running current is reduced by 2.5x and cable losses by 6.25x.
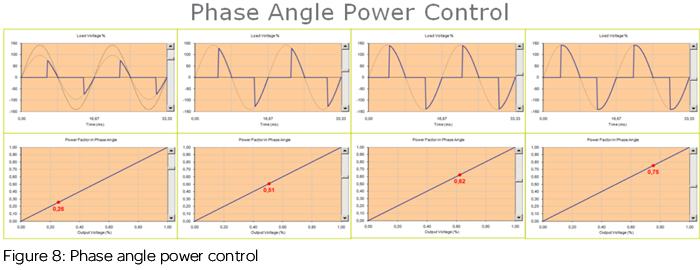
Phase angle firing typically degrades the power factor while increasing harmonics and electrical noise.
With phase angle firing, the power factor decreases rapidly with output power. At 50% power, the power factor is only 0.7. At 25% power, the same power factor decreases even more to 0.5. Moreover, phase angle firing creates all sorts of disturbances on the grid, such as harmonics, RFI, line losses, wasted energy (reactive power or kVAr) and transformer overheating. The end-user will eventually be forced to increase the capacity of their equipment to compensate for these disturbances, for example by installing active or passive systems such as costly capacitors.
To overcome these issues and be able to profit from the advantage of a solid-state two transformer designed boosting system, we introduced load tap changing. This provides an effective way of increasing power factor of an SCR driven power system. An automatic LTC system can be used in either Phase Angle or Burst Firing modes of operation. By adding several taps to the transformer with a dedicated SCR for each tap, together with overlapping firing orders, systems are capable of running at an increased power factor over a much larger range when using phase angle firing. Figures 8 and 9, show the same output power ratings. The load tap changing system achieves a power factor of 0.92 at 40% of power while the single SCR system is still running 0.62. Harmonics distortion is equally reduced with LTC which also contributes to less reactive power and therefore improved efficiency.
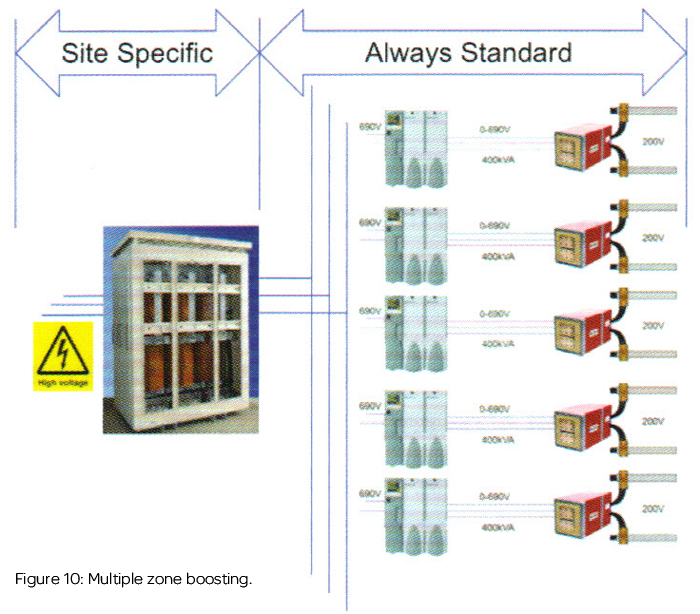
In an SCR controlled dual transformer designed boosting system, we try to use as many relatively small sub systems as possible. In fact, we advise the use of separate sub systems for each pair of electrodes which are typically capable of supplying 300-400kVA*3.to the furnace. These sub systems can be fully standardized and will always (and at every site) use the same intermediary voltage supplied by the high voltage step down transformer which adapts the whole boosting system to the incoming line voltage. Boosting zone voltage adaptation and LTC tap tuning will be covered by multiple primary taps at the boosting transformer. Such a standard system layout will decrease engineering efforts, spare parts and overall system cost (Figure 10).
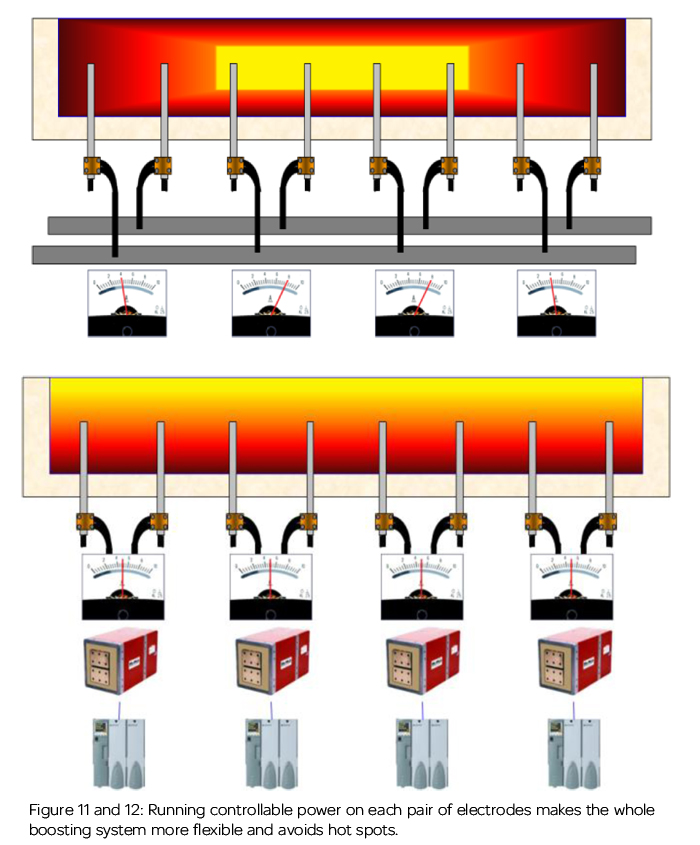
With respect to multiple boosting electrodes zones, running controllable power on each pair of electrodes makes the whole boosting system more flexible and avoids hot spots, especially in so called barrier boosting zones, in which multiple electrodes are lined up to improve fining by energizing the glass flow loops (see Figures 11 and 12).
Hot spots may occur when all the electrodes are supplied by one phase, zone and/or busbar. Automatically, the electrodes located in the hottest part of the zone will have the lowest resistance and will therefore introduce more power compared to ones that are running in a colder part of the zone. More power will result in increasing the temperature of the part of the zone which is already running at a higher temperature and therefore the whole barrier boosting system becomes difficult to control. Multiple, smaller power systems controlling only two electrodes are easier to control and are capable of applying most of the power to the part of the zone which is the coldest.
Water Cooled transformers allow for several advantages in the system. The ambient temperature rating for the transformer is the incoming water temperature (typically 30 °C) allowing the transformers to be located closer to the furnace than an air cooled unit. Water flow rates are low (1 to 6 GPM for a single phase unit) with a small pressure drop that can usually be put in series with other components in the existing water system. Typically the water cooled transformer is going to be significantly smaller than a similarly rated air cooled transformer allowing for placement in areas unavailable to air cooled units. Water cooled transformers are fully sealed with an epoxy resin allowing them to be in areas that have high dust contents and prevents rubbish being inadvertently dropped into the windings and causing a failure. Water cooled construction doesn’t have to allow for air gaps in the system for cooling which means less inductive reactance in the transformer.
Multiple zones, SCR controlled boosting systems have many advantages:
The benefits of two-leg versus three leg power control, in three phase heating applications




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us