

Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the USA Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
In order to improve overall glass fibre bushing performance, various aspects need to be considered, including temperature control and the way electrical power is supplied to the bushing. Advancements based on traditional technology have been slow but rethinking the entire power control system has brought different design concepts and significant improvements. René Meuleman offers an overview of recent developments in next generation glass fibre manufacturing control systems.
Réaumur (1683-1757), a French scientist foresaw that if glass fibres could be drawn of a fineness similar to a spider’s web, they would be sufficiently pliable to permit them to be interwoven. In the early 1930s, Owens-Illinois Glass Co of Newark, Ohio, made significant improvements to the manufacturing process, making glass fibre commercially viable. Later, this company joined with Corning Glass Works, New York, who worked in the same field, forming a specialist company, namely Owens-Corning Fiberglass Corp(1).
Over the last 50 years, Eurotherm by Schneider-Electric has been developing and manufacturing process and power control products and systems suited to the glass industry. Since partnering with RoMan Mfg, who has a long history in the design and manufacture of specialised water-cooled transformers and busbar systems, several generations of technologies and methods have been developed that improve the efficiency and quality of glass fibre forming processes. This article covers the latest, fourth generation.
Typically, electrical Joule(2) heated precious metal bushings, draw plates or funnels are used to manufacture glass fibre for reinforcement and insulation use. These devices require very precise and stable temperature control in order to achieve the mandatory quality and throughput. To attain such high control standards in harsh industrial environments, together with the extreme low resistivity issues of precious metal bushings, a few sophisticated techniques need to come together.
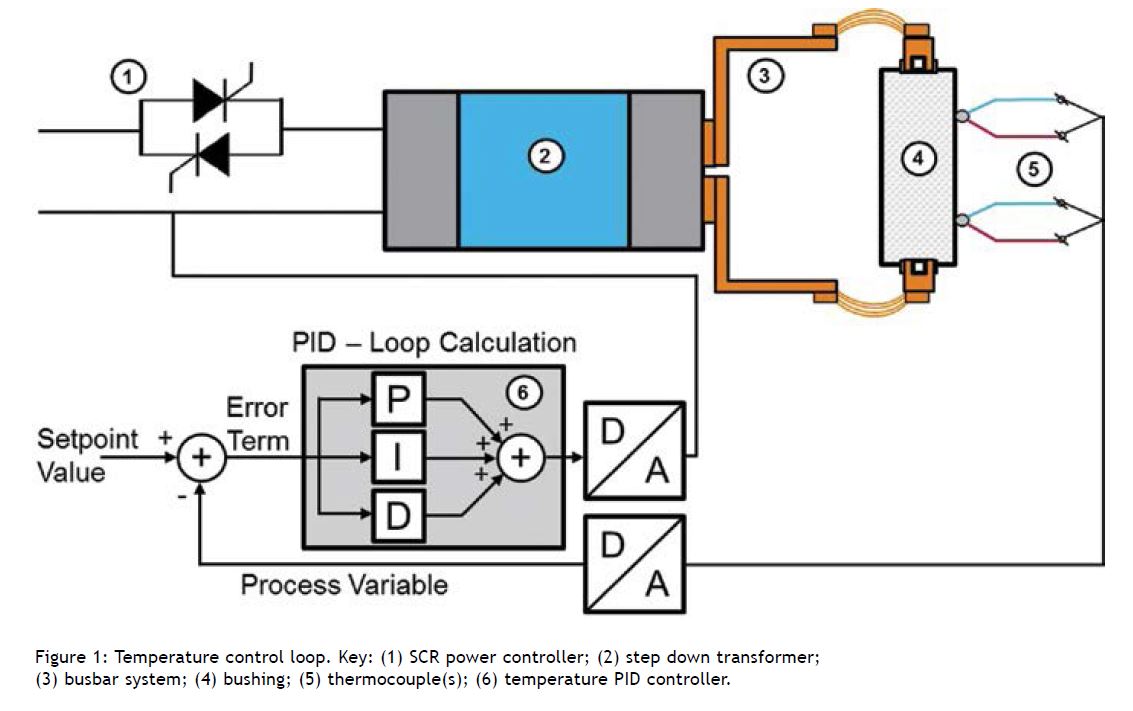
To measure the temperature, precious metal thermocouples (type R, S or B) are directly welded to the bushing (figure 1). These are then connected via compensation cables to a PID controller, which can be a standalone, single loop integrity instrument or part of a DCS system. The PID controller output is directly coupled via a communication port or 4-20mA loop, to an SCR power controller that controls the power at the primary of a step down transformer. The secondary low voltage, high current output of that transformer then feeds electric power via a busbar and flexible shunt system directly into the precious metal bushing.
According to Joule’s and Ohm’s law, P=I2R and V=IZ, so to apply sufficient Joules heat to a very low resistive load, extremely high current is needed. In a modern system, water-cooled transformers are typically used to convert the normal 380V, 400V, 415V or 480V mains voltages to a low voltage 3V-8V high current, which is then applied to the bushing. To put this into perspective, assuming the user would like to apply 50kW to a bushing and a current of 5000A is expected, the bushing will have a calculated resistance of 0.002Ω. To avoid unwanted power losses in the transformer/bushing loop, all parts of this power control loop need to have a much lower resistance than the bushing itself. The problem is that each bolted busbar connection in the loop introduces an uncertain, uncontrolled and unwanted additional resistance.
Next to the resistivity of the transformer/bushing loop, the effect of inductance should not be underestimated. From a physics point of view, this loop needs to be regarded as an air core electromagnetic coil and therefore, due to the high currents within it, effects such as reactive power losses and electromagnetic smile effects(3) can be substantial. The coil represented by the transformer/ bushing loop reacts against current changes, introducing unwanted magnetic side effects on parts close to or in the loop, especially at the bushing. These magnetic influences impart both electrical and mechanical stress impacts on the entire system, from the transformer, through the busbars, flexible shunts and clamps to the bushing.
Another physical phenomenon that can be observed is fretting(4). All these issues are also valid in applications that require lower power and current ratings, like insulation glass fibre funnels and zircon drains.
Due to their similarity with high current, low voltage electric welding applications, most early bushing control system setups were copied from the welding industry, even though decent bushing control really requires continuous power control. Before high power semiconductors became available, bushing electrical power control was carried out by very inefficient, saturated core transformers or valves (thyratrons), some of which are still in operation.
Soon after SCRs (thyristors) became available, the industry adapted this technology to control power to bushings, although these early analogue SCR controllers had some major precision control drawbacks. Most importantly, only phase angle firing(5) can be used on bushing applications and if not well tuned, this leads to unwanted reactive power losses(6).
When thermocouples are directly welded to the precious metal body of the bushing, it brings them into direct contact with and makes them part of the high AC current transformer/busbar/ bushing loop. In this situation, these sensors will typically pick up a lot of noise and due to the high temperature atmosphere, also suffer from temperature drift over time. When the voltages measured are small, making accurate measurements in hostile, noisy environments is a challenge and there are several other subtle ways measurement and control errors can be introduced at different points in the loop through lack of control and application knowledge.
Either single loop integrity or a multi-loop DCS approach can be applied but take into account that modern hybrid DCS systems provide sufficient redundancy to guarantee extremely long MTBF (mean time before failure). Tight temperature control of the melt requires precise control of critical parameters and the control speed needs to be sensibly matched to the capability of the process. A traditional temperature control loop does not indicate issues if something starts to change in the loop, for example if a loose or corroded connector increases resistance. The controller simply compensates for the change, causing the SCR to supply more energy. The fibre quality may not be affected but the extra energy wasted in the system may go unnoticed.
Traditional systems often do not have the capability to record and store data that can be used to analyse and understand process correlations, find and implement improvement strategies and tweak the whole process to an optimum throughput.
To secure a safe, energy efficient, manufacturing proficient bushing control solution, these important technical points need to be considered:
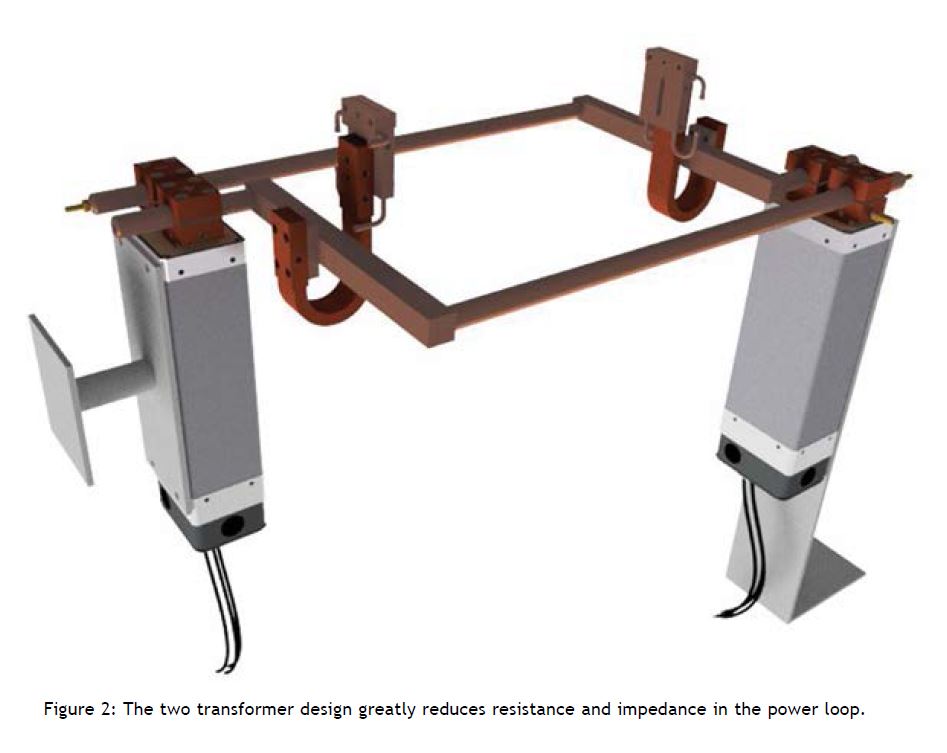
Reducing the transformer/bushing loop’s resistivity and inductance can only be achieved by bringing the transformer as close as possible to the bushing, removing as many bolted connections as possible and reducing the inner surface of the transformer/busbar/bushing loop to an absolute minimum. To achieve this, an innovative approach has been developed by RoMan Mfg. Instead of using one transformer, the fourth generation design uses two transformers in secondary parallel configuration (figure 2). The use of two transformers situated very close to the bushing makes it possible to reduce the footprint of the power loop and the number of bolted connections. High currents are then equally distributed around the bushing, reducing skin and smile effects in the loop.
The system can be fitted in both existing and new installations and the Eurotherm glass expert team can provide engineering advice covering important electromechanical aspects, such as customisation of parts, design layout, structural installation and application specific use.
In most cases, SCR controllers in phase angle mode are used to control the amount of electrical power applied to the bushing. Phase angle firing provides very precise and smooth control but it also causes an amount of reactive power and harmonics when transformer taps are operating at a low percentage of operating range.
To overcome this problem, dynamic load tap changing has been developed for the Eurotherm EPower SCR controller range, allowing very accurate power control on multi-tap transformers and perfect continuity of power during tap switching. The result is best in class and provides the accuracy required to control the very sensitive bushing power control application.
For tight temperature control, Eurotherm precision PID control equipment includes special features like temperature gradient control during heat-up, setpoint programmers, ramp rate control, thermocouple failure protection, manual override and minimum power bias. Inputs and outputs are specifically designed with high rejection to industrial noise and low drift over time.
Control engineering knowledge provided by Eurotherm’s glass expert team minimises the introduction of measurement/control-related errors in the system. Utilising an SCR/transformer closed power control loop to supply real power (kWs) to the bushing reduces the risk of energy waste going unnoticed. All these features improve manufacturing quality, throughput, energy usage and bushing operation but importantly, also protect the very expensive bushings against human error or equipment failure.
Modern glass fibre manufacturing cannot do without data collection, long-term data storage and sophisticated analysis tools. It is a complex process, covering everything from quality and stability of raw materials to storage and transportation. All steps in between will have an impact on quality and throughput and sometimes, correlations are difficult to find.
Eurotherm’s data acquisition and storage systems, combined with analysis tools, provide a state-of-theart platform for calculating and reporting bushing performance, position against position benchmarking and process efficiency improvements.
Competitively manufacturing glass fibre on an industrial scale is an intricate exercise. A variety of aspects need to be considered and many process steps need to be tuned to each other to achieve optimum cost, quality and throughput. Longstanding energy and manufacturing issues caused by traditional bushing control have been important problems to address and have only been solved by rethinking the whole system from end-to-end.
For Eurotherm, the latest result is fourth generation bushing power control design, an innovative system approach that designs out a vast majority of the defined issues. It represents the most efficient bushing control available on the market today, at an acceptable commercial level, with fast return on investment.
REFERENCES
ABOUT THE AUTHOR:
René Meuleman is the former Global Glass Business Development Manager at Eurotherm
The benefits of two-leg versus three leg power control, in three phase heating applications




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us