
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the Singapore Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
A plastics recycling plant used ducted hot air to dry the shredded and washed stream of post consumer polyethylene bags. The heat was provided by fast-acting SCR-controlled electric heaters. It was important to keep the temperature high enough for efficient drying yet not so high that it melted the plastic.
The operator commented that the temperature controller was not doing its job and that no combination of PID or other control parameters would stop the severe cycling of air temperature.
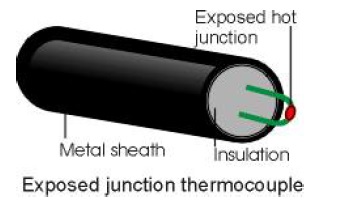
The control thermocouple in the duct was well made and the hot junction was enclosed in a strong, half-inch diameter outer tube. When the thermocouple was replaced by one with an exposed, low-mass hot junction the response time went from minutes to seconds.
The controller, now acting on up to date information, provided stable control with fast response to process stops, starts and disturbances. Another contribution to good process design in this case was the short time lag between a power change and the sensing of temperature change downstream. This has two components. One, called transport lag is equal to the air velocity (feet/minute) times the distance (feet) between heater and sensor. This is a pure time delay (dead time) not an exponential lag like the second component, which is the time for the heater to warm up and start delivering heat. So count your allies. High air velocity, short heat-source-to-sensor distance, low mass heater and a fast sensor.These principles apply equally to fluids and solids in motion.
Note that PID temperature controllers routinely handle exponential lags but it takes a more advanced model to compensate for dead time and avoid cycling.
For fast temperature sensing, thermocouples generally beat RTDs because of their low mass, simple construction, point sensing and ease of exposure of the sensing element. For RTDs , their construction demands protection tubes for most industrial locations . Protection and the distributed construction of the platinum wire contribute to slow response. A non-hostile location may permit use of small, fast, thin-film wafer construction RTDs. You can protect both exposed RTDs and thermocouples from abrasion with a cage over the tip.
Small diameter MgO (magnesium oxide) insulated thermocouples with grounded hot junction are nearly as fast as exposed junctionsand give you a choice of atmosphere-compatible sheath material.
When you cannot make contact, for example, when sensing the temperature of a roller, a web or moving material, consider an optical pyrometer. Response time- a fraction of a second – is rarely a problem. Observe the manufacturer’s specification on target size (expressed in degrees of angle), ambient temperature limit, optical cleanliness, and especially compensation for emissivity of the target. Rather than depending on some listed figure for emissivity of your material, it is better to measure the target temperature when it is stationary, using say a thermocouple and indicator; then adjust the emissivity setting to bring the optical pyrometer reading into agreement.
What’s the right location for your sensor? Close to or in contact with the material that you’re processing.
Some examples: On an autoclave you want it inside where the material is, not on the outside wall, Warning; this presents other serious control problems.
In an oven or furnace, if you can’t make the whole work space uniform, say by circulation, then one sensor cannot report the temperature experienced at all points on the work. You may need to use a number of zone heaters, each with its own sensor and controller. You can now trim each zone to get the profile you need on the work.
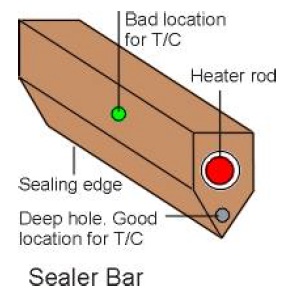
On the sealer bars of plastic bag making machines you often see the thermocouple attached under a screw and washer on the top or side of the bar. Here it senses more of the heater temperature than the sealing edge temperature. Slide a small, long MgO thermocouple deep into the bar, close to the sealing edge. It now
senses the variations in sealing temperature as the material wipes heat away each time a seal is made. It will also see the temperature wanting to rise as soon as the machine pauses.
The controller now has a chance to deal with disturbances as soon as they occur. Your attention to process design will improve control and lower control system costs.
Adapted from an article originally written by Arthur Holland, Holland Technical Skills, for Eurotherm.




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us