
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the Singapore Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
It must be chemically treated to remove the corrosive elements that may be present and would ultimately corrode the boiler as well as affect the quality of steam required within a process.
Chemicals entering the boiler via the feedwater must be removed from the boiler. Failure to do so can result in the boiler system suffering from scale formation, corrosion, brittle and cracking metal, carry-over and foaming.
Therefore a proper chemical balance must be maintained within the boiler itself.
This process involves activating the blowdown valve mechanism situated on the boiler drum and drawing off a small percentage of the boiler water (containing the dissolved solids and non-dissolved sediments) from below the surface of the water in the boiler.
In order to retain a chemical balance within the boiler, the quantity of chemicals removed from the drum via blowdown must be equal to the quantity of chemicals that enter through feedwater. As steam loads vary, the rate of feedwater changes and so does the rate of blowdown.
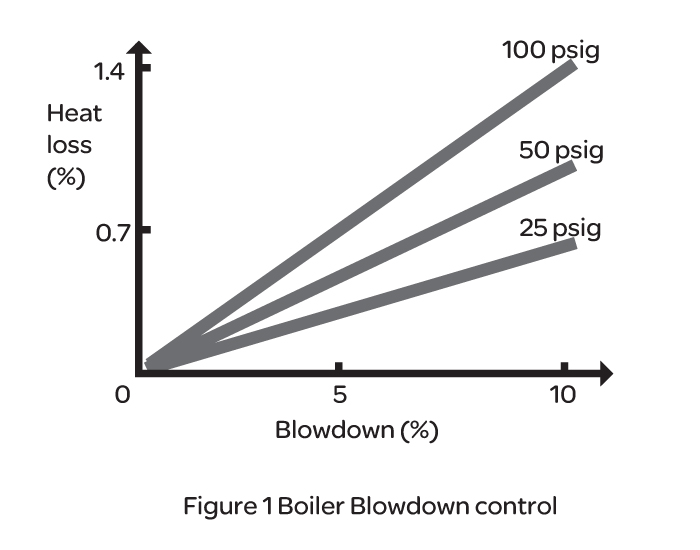
On the other hand, excessive blowdown leads to inefficient running of the boiler plant, as each blowdown causes heat contained within the expelled water to be lost. The cost of fuel can be directly related to this heat loss. The cost of water and chemicals should also be taken into account. A balance has to be established between the requirements of removing the dissolved solids from the boiler system and running the boiler plant cost effectively.
A boiler, operating at 80% efficiency, has a maximum evaporation rate of 5,000kg/hr at 10 bar and receives feedwater at 70°C. Of the 5,000kg/hr, 4,500kg/hr of steam is exported and 500kg/hr is lost through blowdown. Using steam tables, the heat content of the water and steam is calculated to be:
4,500kg/hr ( 2,357kJ/kg = 9,621,274kJ/h
500kg/hr ( 357 kJ/kg = 178,500 kJ/h
Giving a total of:
9,799,774kJ/h or 2,723kW
The above example is typical of a modern boiler plant using base exchange softening only. Blowdown rates are much lower when de-mineralized feedwater is used. In the example, the heat loss is equivalent to 1.8% of the fuel fired.
Operated continuously over a year the fuel wasted per boiler represents approximately 46,500 m3 of natural gas, 44,500 litres of fuel oil or 70 tonnes of coal. Added to this is also the cost of acquiring and treating the water that is used within the boiler system.
Blowdown control can be broken down into instantaneous or continuous systems and may be manual, semi-automatic or fully automatic.
The simplest implementation of blowdown control is an instantaneous manual system that is operated once per shift to reduce the boiler total dissolved solids (TDS) to a sufficient level well below the boiler specified maximum limit. The TDS are then allowed to build up during the next shift until they reach the maximum level again.
A TDS test should be carried out prior to blowdown so that the time can be adjusted to reflect changes in average boiler load conditions which may occur on a day-to-day basis.
Advantage:
Disadvantage:
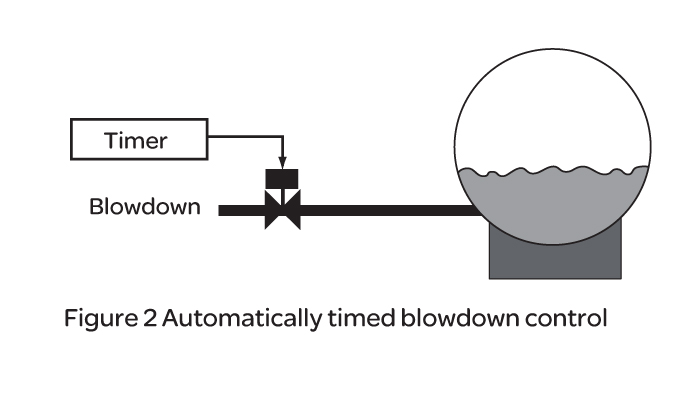
Figure 2 (above) shows a simple semi-automatic system where a timer is used to control blowdown for short periods according to a pre-set schedule. Again, with this system, daily testing of the boiler is necessary so that the timing schedule can be adjusted to take into account changes in boiler and system operation.
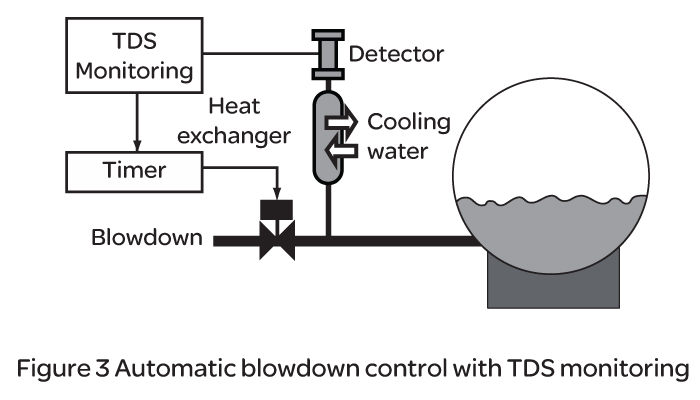
The system can be made fully automatic by installing a TDS monitoring facility as pictured in Figure 3. This will override the timer in the event of variation from the desired TDS level.
Disadvantage:
Continuous blowdown systems are preferable where heat recovery is required. In its simplest form, such a system consists of a valve, adjusted after regular boiler water testing. The valve position is determined from the boiler pressure, TDS levels and the blowdown rate required.
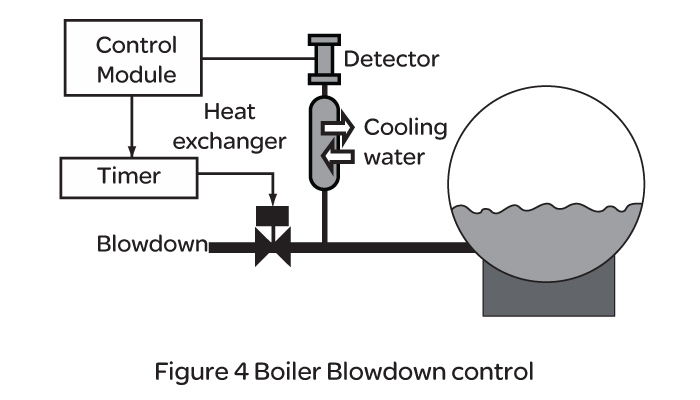
As shown in Figure 4, a control module is used to modulate the blowdown valve using inputs from a TDS detector located in the cooled blowdown sidestream. For this system to operate correctly, cooled blowdown must flow continuously over the detector.
Advantage:
Blowdown can also be achieved in the boiler evaporators where sediments are deposited. This process is carried out intermittently by opening the appropriate valve and allowing the sediments to be flushed out.
Eurotherm Process Automation offers a control module that can be configured for continuous, intermittent or both continuous and intermittent blowdown control.




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us