
 nanodac™ Recorder / Controller
nanodac™ Recorder / Controller  3500 Advanced Temperature Controller and Programmer
3500 Advanced Temperature Controller and Programmer  T2750 PAC
T2750 PAC Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the Australia Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
This is a direct quotation from Professor John von Neumann(1) that resonates with process control professionals. René Meuleman and Amber Watkin explain some of the hidden benefits in high end precision process control products and solutions compared to cheaper, more basic control.
Sometimes, it can be a struggle to explain to customers why they should consider specific products and systems to achieve the best process control for their application. The benefits are often based on technical specifications and terminology, so they can find it challenging to understand the value in what they are paying for.
There is as little point throwing money at a system as there is in spending as little as possible so it is important for both supplier and customer to look for the best price versus performance. For Eurotherm by Schneider Electric, it is useful for customers to learn a little more about what to look for before making a decision to sell or purchase a specific system and in that respect, Professor John von Neumann, from whom the quote in the introduction to this article came, was quite right. With that in mind, the authors will try to explain some of the hidden benefits in high end precision process control products and solutions compared to cheaper, more basic control.
When designing or retrofitting systems, it might be tempting to choose a basic PID (Proportional, Integral, Derivative) temperature control solution to save money but the level of control and accuracy provided by this kind of equipment will likely cause problems because it is unable to control the temperature in different areas of the furnace precisely, or react quickly to unforeseen temperature events.
Maintaining the desired viscosity of the glass melt at all times involves tight temperature control, so what is needed is a modern precision PID temperature controller or precision PAC (Programmable Automation Controller). These will have highly accurate inputs and outputs, along with special algorithms embedded in the control strategy to deal with common heating and cooling issues in industrial processes.
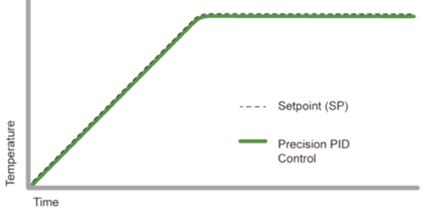
Precision PID control contains special algorithms that help to keep theprocess variable as close to the setpoint as possible, even during ramps andother unexpected temperature variations.
When operating temperatures are outside the desired setpoint, the result iswasted time and energy, defects from under- or over-heated material andpossible scrap product.
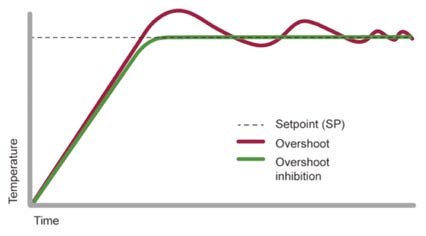
During the furnace startup sequence, users probably want to heat the glass up as quickly as possible. Multiple temperature measurements need to be made across the furnace and fed into the controller to calculate and output the resulting values that will achieve a uniform temperature across the glass melt. The problem with basic PID control in this instance is that it will not be intelligent enough to prevent overshoot of the desired temperature setpoint and will take a long time to stabilise the different areas of the furnace.
High end precision PID control on the other hand, has embedded algorithms to tightly control temperature, so setpoints are reached with minimal overshoot during ramps and the process variable stabilises faster. For example, in Eurotherm products the ‘cutback’ algorithm helps prevent overshoot.
The cost of investing in a precision control system is easily justified against the energy savings and increased productivity brought by faster temperature stabilisation over the lifetime of the furnace. Eurotherm has actually spent over 50 years perfecting these kinds of algorithms with glass processes in mind, along with advanced Autotune features that automatically set ideal parameters in the PID control loops to suit the application. Taking care of this often manual task achieves automatic efficiency and repeatability in the process, even compared to the most sophisticated model-based control strategies, which are not able to compensate for a badly tuned process.
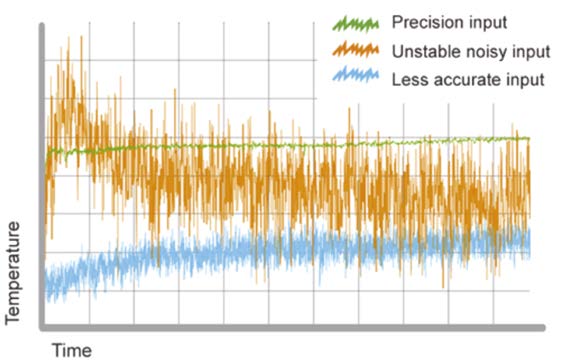
Accurate inputs with high rejection to noise help achieve precision PID control by supplying exact measurements to the PID algorithms for more precise calculation.
Glass manufacturing plants create a lot of electrical noise that is caused when power is switched to electrical heating elements, furnace boosting systems, bushing control or variable motor drive systems.The noise can be picked up by sensors like thermoelements and their cables situated nearby, resulting in interference on signal input and output (I/O) cables connected to the control system.
Compensation cables that are run near to power cables are a common culprit. In the case of basic controllers, the distortion on an I/O channel can lead to incorrect measurements and control outputs that adversely affect the temperature of the glass melt. Precision controllers with accurate I/O have specially designed circuits that are able to reject the levels and frequency of electrical noise that typically occur in industrial environments. It is important to look at the specifications and choose control system products with inputs and outputs that are firstly, isolated from other channels and secondly, isolated from the main processor side of the circuit. This reduces interference from adjacent channels and protects adjacent circuits from damage if the channel rating is accidently exceeded.
Also worth checking is the quoted noise rejection. A higher value means less interference and Eurotherm has put a lot of work into the design of its circuits over the years to offer isolated I/O up to 300Vac and high noise rejection thanks to specially selected high grade components and tried-and-tested circuit design.
While on that subject, it is also worth mentioning that the accuracy of a basic control product I/O channel will start to drift over time due to low grade components and poor design. Eurotherm’s design and component choice greatly reduces this issue, typically quoting a low ppm (parts per million) value of drift/ year, enabling a more stable glass manufacturing process, with longer calibration intervals.
It does not make sense to discuss accuracy of 1/100ºC or even 1/1000ºC if all the components in the loop fail to meet similar high accuracy specifications. Users also need to consider the errors brought about by the difference in temperature between the precious metal part of the thermocouple and the connection to the analogue input module. Compensation cable is used between these points because it is not commercially viable to run the precious metal the full length of the system, nor possible because of the physical properties of some of the metals. Known as Cold Junction Compensation (CJC), a second temperature measurement needs to be introduced to calculate the compensation value between the two points.
In most Eurotherm products, the temperature at the input channel end is measured using platinum high stability temperature sensors, while basic PID controllers use cheaper and less accurate components.
The quoted resolution is also an important factor to consider because it defines how the originating analogue I/O signal is being interpreted digitally by the control loop. Again, Eurotherm has drawn on its longstanding design knowledge by using high accuracy voltage reference devices for the analogue to digital conversion. They have also put a lot of effort into testing and tuning the circuits to define which method and sample speed achieves the best accuracy, while rejecting the error causing noise. A typical Eurotherm analogue module performs better than <2µV with a 1.6s filter. For example, if the glass temperature is 1140ºC, a type B thermocouple will produce 6.175mV at its output. With a resolution of 2µV, the next value that could be represented would be 6.177mV, which would be somewhere in between 1140ºC and 1140.1ºC (6.185mV) and relatively closer to 1140ºC, thus 1140.012ºC.
Some say that the conversion speed of a signal is important and in some respects, Eurotherm agrees. However, the real question of course is: What speed makes sense? Does it make sense to convert ten times faster because the temperature controller strategy is capable of processing the values?
As soon as ‘speed’ is discussed, it becomes necessary to understand what needs to be controlled. If it is a logic system, in other words sensing and controlling events, the control algorithm needs to run at a sample speed that is at least twice as fast as the fastest occurring event. That is why PLCs (Programmable Logic Controllers) need to run fast. Keep in mind, however, that such a system is only controlling digital ‘on’ and ‘off’ statuses.
As soon as analogue signals like temperatures need to be controlled, it becomes a completely different situation and the algorithms need to process digitised analogue values. In other words, the CPU needs to run complex mathematical floating point calculations to convert incoming process values and manipulate setpoint values into analogue control values.
In a glass process, this could be for electrical power or natural gas flow. These mathematical calculations sometimes suffer from tiny rounding errors. Taking a very simple example – 1 / 3 = 0.333 – this simple division shows that it is impossible to get the answer exactly right, as the ‘3’ will recur infinitely. The more a complex mathematical equation is performed with multiple division and root calculations, the more the outcome will lack accuracy. Therefore, there is an argument not to cycle these calculations too fast.
The best results will actually be achieved if a process control system’s execution speed comes close to the fastest dynamics of the process it is controlling. At this point, it may be realised that some speed claims shown in control product specifications are only showing that those who make those claims do not understand analogue control!
Understanding the dynamics of an analogue process is of course more complex but very few processes are encountered that would need extreme cycle times. As a test, consider heating up one litre of water from tap temperature, 20°C up to boiling point 100°C. Theoretically, the energy needed to perform this task is 4.19kJ * 80 = 335kJ and 335kJ equals 92.8Wh. Now take a look at the dynamics: If it takes one hour to boil the water, it would be necessary to apply 92.8W for an hour. If the same job is to be performed in five minutes, 1.114kW would be necessary, in one second 334kW is required, in 110ms 3MW of power is needed! Looking at this from a process control perspective, if it is desirable to control at 0.1°C every 110ms, the heating system would need at least the capability and dynamics to apply 3.7kW/110ms.The constraining factor will in fact be the capability of the power supply, not the conversion speed of the controller.
As stated earlier, the speed also harms the control through loss of accuracy during the calculations and there is another good reason for choosing a specific conversion speed, because it can be used to filter out the noise of certain frequencies. As such, Eurotherm carefully designs its conversion speed to match the speed of control and to be as immune as possible to 50Hz to 60Hz noise.
What about the accuracy of the thermocouples themselves? In glass processes, these are typically made from combinations of platinum and rhodium to give stable readings at high temperatures. The problem with rhodium, however, is that when subjected to high temperatures, it migrates over time into the platinum wire. The result is a long-term downward drift, eventually affecting the temperature and consistency of the glass.
The benefit of using precision or advanced controllers is that they usually come with maths functions and programming features that can apply more automation to the process. In this case, a strategy can be implemented to automatically offset the thermocouple temperature in a positive direction by a small amount each month, counteracting the downward drift and maintaining the calibration accuracy of the thermocouples for a longer period of time.
To keep the glass process running continuously, it is sensible to install a control system that has some redundancy built in but most of the time, this has to be fully engineered by the system programmer. Eurotherm tackles this in the T2750 PAC by providing redundancy at the touch of a button. Users can add the secondary processor whenever needed, just push the synchronise button and the whole precision control strategy is copied over.
In the event of a fault or error, the secondary processor takes over from the primary, seamlessly continuing with the process. Redundancy can also be applied to the power supplies by fitting two in parallel. Furthermore, it is worth mentioning that the I/O is hot swappable as well, so new or replacement modules can be plugged in without interrupting the process.
Some high end controllers and PACs are available with recording features built in that can provide enhanced process data for internal analysis and reporting on the overall efficiency of the process.
Eurotherm T2750 PAC, for example, has recording built in. Eurotherm archives the data in a Wonderware Historian database, where it can be retrieved by management systems for reporting in the Eurotherm Dream Report package.
When researching the best control products and solutions, it is worthwhile considering the expertise and support provided by the supplier and manufacturer. It is likely that a glass furnace will need to run for at least 15 years, so it would be wise to find a company that offers engineering services and a choice of support levels to help keep the plant running 24/7. Companies like Eurotherm, with extensive knowledge in the glass industry, will be able to advise on best practice for making energy savings, efficiency improvements and quality enhancements.
Eurotherm has over 50 years’ experience in precision control and automation technologies amd it is in the company’s DNA to keep on innovating and developing different ways of improving processes. Whether that is through the use of new components and technology or better design of circuitry and algorithms, it has always been Eurotherm’s aim to give customers a competitive edge. That is why the company made its precision control strategies and accurate I/O available across the whole product range, from discrete controllers to system platform products and precision redundant PAC range.
Be precise. A lack of precision is dangerous when the margin of error is small(2).
REFERENCES
1. John von Neumann, Profession: Mathematician; Nationality: American; Born: 28 December 1903; Died: 8 February 1957.
2. Donald Rumsfeld; Profession: Politician; Nationality: American; Born: 9 July 1932.
Originally published in Glass Worldwide issue 63, 2016
ABOUT THE AUTHORS:
René Meuleman is Global Glass Business Development Manager and Amber Watkin is Glass Marketing Copywriter at Eurotherm by Schneider Electric




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us