
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the Global Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
In the steel industry, the steel is heated and profile controlled, with times and temperatures set according to the properties desired to reach an increased ductility and relieve strains that lead to failures in service.
Unlike continuous annealing, where the strip of steel is uncoiled, treated and rewound in approximately 15 minutes, batch annealing heats the coils intact in small furnaces over approximately 3 days.
The coils are usually stacked four or five high on fixed bases, covered, and mobile furnaces lowered onto them. Figure 1 shows a typical single stack gas-fired annealing furnace. Coils weigh between 10 and 20 tonnes.
The space between the inner cover and furnace is heated by the gas/air combustion and the HNX inside the cover is fan circulated to convey heat to the coils. The burners are located tangentially around the circumference of the furnace. Quick fit connectors on the furnace are provided for coupling to gas main, electrical control valve drive motor and thermocouples.
To speed up cooling after soaking, the HNX is cooled by a heat exchanger.
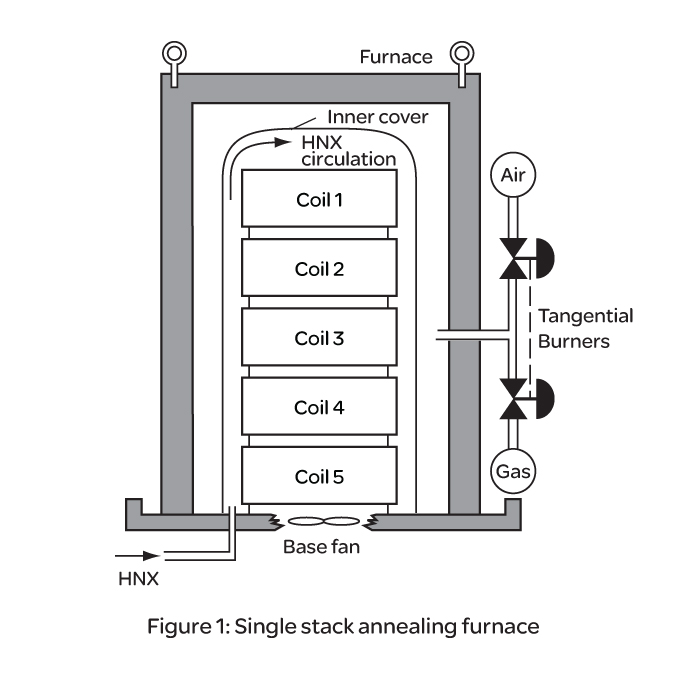
To prevent oxidation of the strip, the atmosphere around the strip inside the furnaces is a controlled mixture of H2 and N2 (cracked ammonia NH3 providing 5% H2 and 95% N2 ) although hydrogen only is sometimes used because of its increased conductivity. The furnaces themselves are sealed gas tight and each of them is maintained under slight positive pressure.
With a single stack batch annealing base only two control loops are required with all the relevant base information made available to the supervisory system.
The gas and air valves are mechanically linked to operate together and preserve the correct ratio over the full travel. The link is operated by an electric motor and the control module includes a boundless control algorithm to position the gas valve. Two digital outputs operate the open and close motor coils. Values are entered in the control module for end-to-end travel time and minimum pulse time for the motor. The input to the open/close algorithm is the 3-term output of the gas control loop, cascaded from the master temperature controller.
The temperature controller setpoint is a profile that represents the temper (treatment) cycle. The parameter values that define the cycle are downloaded to the controller by the operator, who determines the temper. These values include:
Once the profile is downloaded to the instrument, the controller automatically follows the temperature profile. Initially, the control loop operates on the HNX temperature, but the ramping is frozen if the temperature difference between HNX and steel (bottom thermocouple) exceeds a pre-determined value. The ramp continues until HNX reaches the steel soak plus HNX bias temperature, then the control loop operates on the steel temperature. When the soak temperature is reached, a soak timer is started and on expiry the gas valve is closed. The steel cools naturally until the accelerated cooling temperature (nominally 550°C) is reached, at which time the cooling fan is pulse started to accelerate cooling. At approximately 100°C the cooling fan is pulsed off and the furnace can be removed.
During the cycle, the controller reports back the following information:
The Eurotherm approach to single stack batch annealing offers:
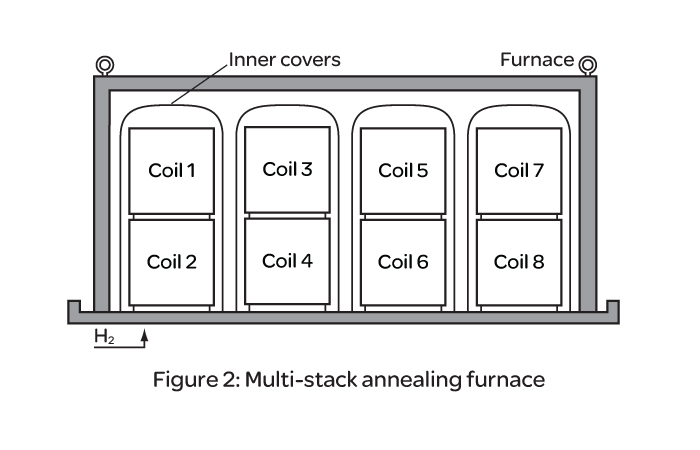
Not all stack annealers are single. Figure 2 depicts a multi-stack annealing furnace. This particular type of furnace is for high temperature (over 1000°C) annealing of electrical steel used for transformers and such specialist applications. Hydrogen is used for atmosphere gas and electrical heating is used for the furnaces.
The furnaces are laid out in eight batteries, each battery comprising four bases and each base comprising four stacks of two coils each.
For each battery of four bases, two electrical supplies are available, so that only two bases can be heated at any one time. Therefore, normally two bases would be being heated, one cooling and one being loaded or unloaded.
The furnaces, which are mobile in order to be used on any base, comprise four heating zones plus a fifth in the base floor. For each electrical supply, the five heating zones are controlled in on/off or time proportional mode. A supply control module selects and stores the analogue inputs from the appropriate bases depending on which supply is being used, and averages the two base temperature measurements for control.
Also provided by the control module are the following functions:
An additional control module provides health monitoring of the zones’ heating elements. The actual current flowing through each phase of each zone element is compared with the demand. If the current indicates an open circuit (high resistance) when on or a high current (welded contact) when off, a discrepancy alarm is flagged. All currents are summed to provide an instantaneous total power.




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us